Изобретение относится к полуавтоматическим многошпиндельным станкам для намотки тороидальных катушек, например, кольцевых статоров электрических приборов.
Известные станки указанного назначения имеют разрезную шестерню, несущую шпульку с проволокой и враш.аюш.уюся вокруг наматываемого статора, обладают тем недостатком, что при намотке деталей с несколькими секциями и с большим числом витков в каждой секции они тр-ебуют значительного времени для намотки одного статора.
В описываемом станке этот недостаток устранен тем, что одновременно наматываются две противоположные секции статора. Кроме того, одновременно наматываются пять статоров (шестой находится на заправке). В результате производительность станка резко увеличивается. При этом время намотки полностью состоит из технологически необходимого времени, так как вспомогательное время (заправки) затрачивается без выключения станка - путем последовательного автоматического выключения тех шпинделей, которые проходят перед рабочим местом.
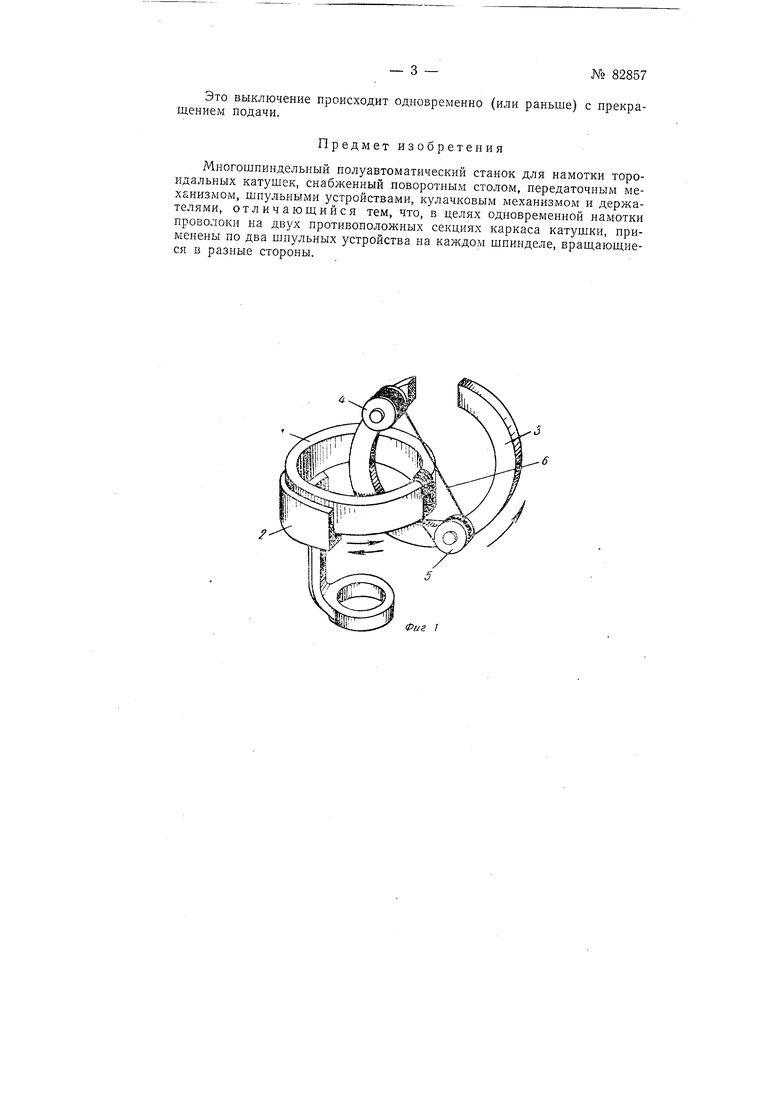
На фиг. 1 изображена схема осуществления намотки статора в станках данного типа, а на фиг. 2 - кинематическая схема описываемого станка (для упрощения показан только один шпиндель).
На схеме (фиг. 1) показаны: 1 - наматываемый статор, 2 - державка статора, 3 - разрезная шестерня, 4 - шпулька с проволокой, 5 - сматывающий ролик тл 6 - проволока. Стрелками показаны направления движения статора и шестерни в процессе намотки.
Как указывалось выше, в описываемом станке каждый шпиндель снабжен двумя шестернями 3 для одновременной намотки двух противоположных секций статора.
А 82857
Внутри корпуса станка расположен электродвигатель, ротор 7 которого вращает центральную шестерню 8.
Нижний конец оси ротора 7 шлицевым соединением связан с планетарным редуктором 5. На ведомом валу 10 редуктора крепится сменная шеАерня 11 подачи, сцепляющаяся с другой сменной шестерней 12. Последняясидит на вертикальном валике 13, имеющем на другом конце зубчатьщ венец 14, сцепляющийся с шестерней 15 стола 16. В верхней частикорпуса станка привернут кулачок 17 подачи. Кулачок имеет 12 радиальных выступов, расположенных на протяжении дуги в 300°, и может обеспечить максимальное количество рядов намотки, равное 24. На длине, соответствующей углу в 60°, подача не происходит; здесь осуществляется заправка станка.
Стол 16 станка опирается на верхний торец корпуса и центрируется внутренним диаметром привернутой к нему щестерни 15 стола.
В стол станка запрессованы оси щести промежуточных текстолитовых шестерен 18, сцепляющихся с центральной шестерней S и с шестью шестернями 19, которые имеют на верхнем торце треугольные шлицы для передачи вращения на разрезные шестерни 3. Внутри шестерен 19 проходят пальць 20 включения. В том же столе на подшипниках крепятся оси 21 дер.жавок 2 изделия - статора. На нижних концах этих осей заштифтованы рычаги 22 с роликами 23, которые обкатываются по кулачку 17, прижимаясь к нему пружиной. Нри вращении стола ролики 23 сообщают осям и закрепленным на нем державкам 2 изделий возвратио-качательное движение подачи. Державки 2 изделия крепятся на осях пакидными гайками для возможности регулировки положения крайних витков намотки на изделии. Изделия ставятся в державки и зажимаются s них прихватами.
К кулачку 17 подачи привернут кулачок автоматического включения и выключения шпинделя. Кулачок - сменный и меняется в зависимости от количества витков, наматываемых на одну секцию статора.
Палец 20 включения, проходящий внутри шестерни 19, имеет на верхнем конце кнопку 24, входящую двумя шлицами в пазы шестерни 25.
Если палец включения не находится на кулачке 17, он под действием 26 опускается и через закрепленную на нем шлицевую втулку 27 получает вращение от шестерни и, в свою очередь, вращает вертикальную шестерню 26 и передает движение через промежуточные шестерни 28 и 29 на разрезные щестерни 3. Последние имеют фланцы, на которых свободно надеты ролики 5 и шпульки 4. Шпулька прижимается к фланцу шестерни пластинчатой пружиной, чем обеспечивается торможение шпульки и равномерное сматывание проволоки. Разрезы 30 в шестернях сделаны для установки наматываемого изделия. Маховичок 31 служит для ручного поворота разрезных шестерен при заправке концов проволоки, а также для поворота шестерен при установке и. снятии изделия. Шпульки расположены таким образом, что во внутрь изделия они проходят поочередно.
При включении двигателя начинает вращаться вся верхняя часть станка и разрезные шестерни. При этом державки изделия, ролики рычагов которых находятся на кулачке 17 подачи, описывают возвратнопоступательное движение, подачи.
Скорость подачи устанавливается сменными шестернями // и 12. Кулачок 17 подачи имеет участок в 60°, на котором подача не производится. Этот участок соответствует установке нового изделия. При повороте стола 16 пальцы 20 включения поочередно набегают на кулачок выключения и выключают вращение разрезных шестерен 5.
Это выключение происходит одновременно (или раньше) с прекращением подачи.
Предметизобретения
Многошпиндельный полуавтоматический станок для намотки тороидальных катушек, снабженный поворотным столом, передаточным механизмом, шпульными устройствами, кулачковым механизмом и держателями, отличаюшийся тем, что, в целях одновременной намотки проволоки на двух противоположных секциях каркаса катушки, применены по два шпульных устройства на каждом шпинделе, враш,ающиеся в разные стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитное устройство к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки | 1938 |
|
SU62890A1 |
| Полуавтоматический многопозиционный карусельный станок | 1947 |
|
SU80172A1 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| АВТОМАТ ДЛЯ ДОМОТОКИ ШПУЛЬ | 1952 |
|
SU98613A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Устройство для автоматического изготовления якорей микроэлектродвигателей | 1990 |
|
SU1791915A1 |
| Станок для автоматической намотки электрических катушек | 1972 |
|
SU546025A1 |
| БЫТОВАЯ ШВЕЙНАЯ МАШИНА | 1996 |
|
RU2091526C1 |

Фиг
с
о
