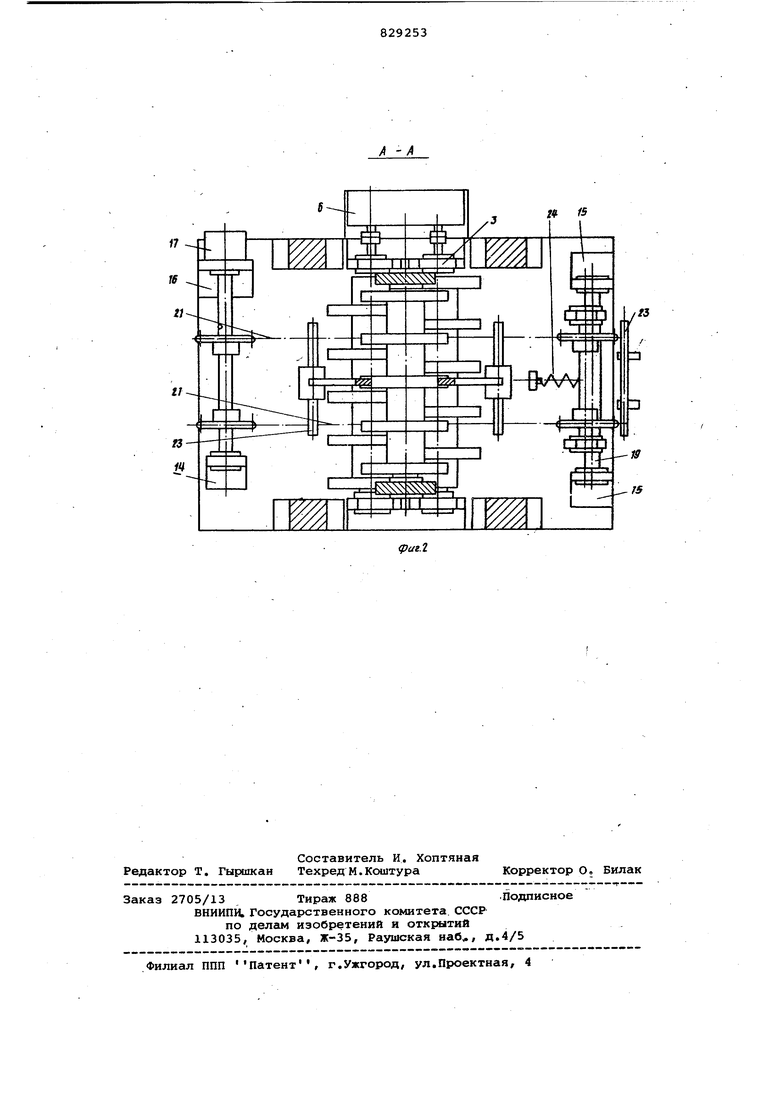
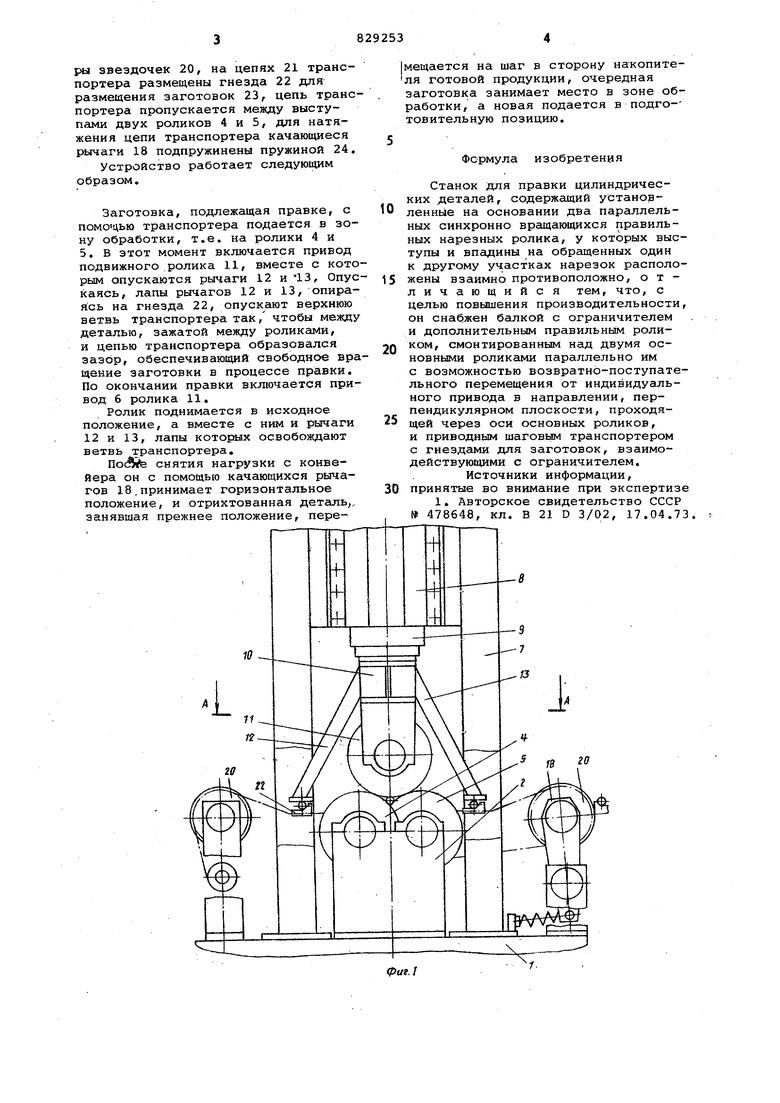
(54) СТАНОК ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ Д|ЕТАЛЕЙ ры звездочек 20, на цепях 21 транспортера размещены гнезда 22 для размещения заготовок 23, цепь транс портера пропускается между выступами двух роликов 4 и 5, для натяжения цепи транспортера качающиеся рычаги 18 подпружинены пружиной 24, Устройство работает следующим образом. Заготовка, подлежащая правке, с помоцью транспортера подается в зону обработки, т.е. на ролики 4 и 5. В этот момент включается привод подвижного ролика 11, вместе с кото рым опускаются рычаги 12 и 43, Опус каясь, лапы рычагов 12 и 13, опираясь на гнезда 22, опускают верхнюю ветвь транспортера так/ чтобы между деталью, зажатой между роликами, и цепью транспортера образовался зазор, обеспечивающий свободное вра щение заготовки в процессе правки. По окончании правки включается привод 6 ролика 11. Ролик поднимается в и одное положение, а вместе с ним и рычаги 12 и 13, лапы которых освобождают ветвь транспортера. снятия нагрузки с конвейера он с помощью качающихся рычагов 18,принимает горизонтальное положение, и отрихтованная деталь,, занявшая прежнее положение, перемещается на шаг в сторону накопителя готовой продукции, очередная заготовка занимает место в зоне обработки, а новая подается в подго-товительную позицию. Формула изобретения Станок для правки цилиндрических деталей, содержащий установленные на основании два параллельных синхронно вращающихся правильных нарезных ролика, у которых выступы и впадины на обращенных один к другому участках нарезок расположены взаимно противоположно, отличающийся тем, что, с целью повышения производительности, он снабжен балкой с ограничителем и дополнительным правильным роликом, смонтированным над двумя основньами роликами параллельно им с возможностью возвратно-поступательного перемещения от индивидуального привода в направлении, перпендикулярном плоскости, проходящей через оси основных роликов, и приводным шаговым транспортером с гнездами для заготовок, взаимодействукнцими с ограничителем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 478648, кл. В 21 D 3/02, 17.04.73. гt fs
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для перемещения деталей | 1973 |
|
SU611587A3 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |
| Линия для изготовления сварных тел вращения | 1987 |
|
SU1433736A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| Устройство для подачи заготовок в зону обработки | 1990 |
|
SU1757770A1 |
| СТАНОК ДЛЯ ПРАВКИ КЛАПАНА | 2000 |
|
RU2188093C2 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |