1
Изобретение относится к прокатному производству, а именно к способам регулирования, предназначенным для повышения точности геометрических размеров проката.
Известен способ асимметричного гидромеханического регулирования фермы межвалкового зазора, заключающийся в том, что для устранения несимметричных относительно продольной оси полосы дефектов плоскостности и поперечной разнотолщинности к валкам с каждой стороны клети прикладывают разные по величине усилия гидрораспора между их подушками. Усилия гидрораспора создают закачиванием рабочей жидкости до требуемого давления из резервуара в объем гидроцилиндров, установленных с приводной и неприводной сторон клети flj .
Недостатком известного способа является то, что разность усилий гадрорас пора с приводной и неприводной сторон клети, которую создают для устранения несимметричных отно :;ительно оси полосы
дефектов, получают путем изменения полных усилий регулирования, действующик с каждой стороны клети, следовательно, скорость изменения разности усилий не превышает скорости изменения полного усилия, в то время как необходимая величина разности усилий примерно на порядок меньше полного усилия.
Цель изобретения - повышение быстродействия регулирования при устранении неплоскостности и поперечной разнотолщинности полосы.
Поставленная цель достигается тем, что регулирование осуществляют перека.чиванием рабочей жидкости из цилиндров гидрораспора со стороны клети, где уменьшают усилие гидрораспсра, в цилиндры с той стороны клети, где усилие, гидрораспора увеличивают.
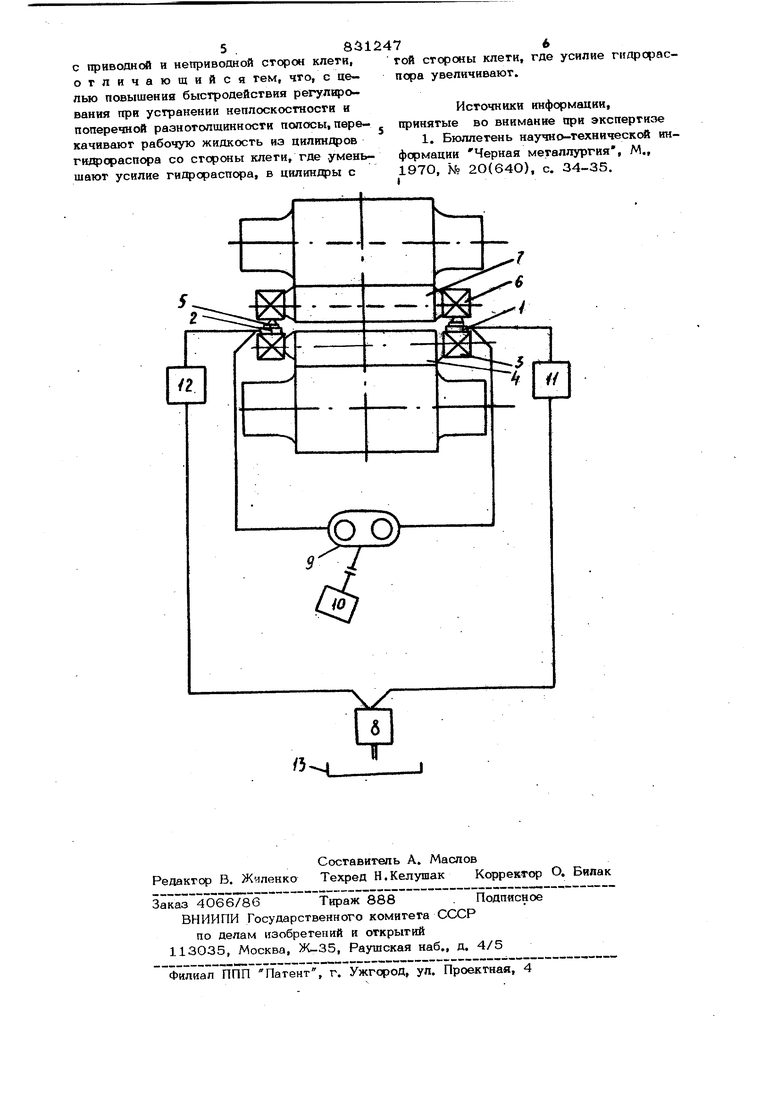
На чертеже представлено устройство для осуществления предлагаемого способа.
Устройство содержит гидр садил индры 1 и 2, встроенные в подушки 3 нижнего рабочего валка 4.1 Плунжеры 5 сопрягаются С подушкой 6 верхнего рабочего валка 7. Гидрадилиндры 1 с приводной стороны и ,2 с неприводной стороны клети соединены с регулируемым источником 8 давления жидкости. Кроме этого, гидрс«илиндры 1 и 2 соединены между собой через шесте- рецный насос 9, приводимый в действие электродвигателем 1О, Первоначальное давление жидкости в обеих полостях шестеренного насоса 9, соединенных с гидроцилиндром 1 и 2 приводной и неприводной сторон клети, одинаковы и, следовательно, уравновешивают друг друга. Величина разности усилий, которую нужно создать, для устранения асимметрии дефекта полосы существенно меньше полного усилия регулирования. Замкнутый объем жидкости в гидроцилиндрах 1 и 2 создается отсечными механизмами 11 и 12. Забор рабочей жцдкости, регулируемый источником 8, осущ ствляется из резервуара 13. Способ осуществляется следующим образом. При прокатйё гонкой полосы при появлении причин,, вызьшающих несимметрич ную относительно ее продольной оси не- плоскостность полосы, например увеличение толщины кромки подката с приводной стороны, по этой стфоне полосы, вследст вие увеличения вытяжки в этой части ширины полосы, появляется отклонение от плоскостности - дефект волна. Так как этот дефект имеет место только с одной стороны полосы, т.е. он несимметричен о носительно Продольной полосы, для его устранения необходимо в гидроцилиндрах 1 и 2 создать неравные давления жидкос ти. Давление жидкости в гидрсщилиндрах 1 с приводной стороны Ррр должно быть больше давления жидкости в гидроцилиндрах 2 с приводной стороны на величину др , пропорциежальную разности толщин кромок подката. Для создания разности давлений ДР электродвигателем 10 вращают шестеренный насос 9 в таком направлении, чтобы рабочая жидкость перекачивалась из гидроцилиндров 2 в гидроцилиндры 1. Давление в гидроцилиндрах 2 уменьшается, а в гидроцилиндрах 1 синхронно увеличивается. При достижении величины разности давлений равной ДР , электродвигатель останавливают и перекачка жидкости прекращается. При появлении неплоскостност полосы с противоположной, неприводной стороны клети, рабочую жидкость перекачивают в обратном направлении - из гидрсиилиндров 1 в гидроцилиндры 2. Устранение несимметричных дефектов полосы перекачиванием рабочей жидкости из одних гидроцилиндров в другие не требует отключения отсечных механизмов 11 и 12, благодаря чему рабочая жидкость, ранее отсеченная от резервуара, остается в процессе регулирования в замкнутом объеме. При появлении симметричных дефектов . полосы, например после перестройки клеси на прокатку полосы иной ширины, отключают отсечные механизмы 11 и 12, сообщая объемы гидроцилиндров 1 и 2 с резервуаром 13, и затем регулируемым источником 8 давления жидкости одновременно увеличивают (или одновременно умевьпиают) на одну и ту же величину давление жидкости как в гидроцилиндрах 1, так и в гидроцилиндрах 2. Создание разности усилий гидрораспора непосредственным перекачиванием жидкости изодних гчдрсадилиндров в другие требует значительно меньших затрат энергии, чем изменением полньк усилий регулирования, действующих на валки с каждой сТ,ороны клети, так как величина разности усилий, которую нужно создать для устранения симметрии дефекта полосы, существенно меньше полного усилия регулирования, а первоначальное давление . кости в обеих полостях устройства для перекачивания, соединенных с гидротцилиндрами приводной и неприводной сторсн клети, одинаковы и, следовательно., уравновешивают друг друга. Это позволяет выполнить привод устройства для перекачивания жидкости существенно меньшей мощности и большего быстродействия, чем привод основных регулируемых источников давления жидкости, с помощью которых изменяют полные усилия на шейки валков. Предлагаемый способ позволяет устранять несимметричные дефекты полосы при отсеченном от резервуара объеме жидкости в гидроцилиндрах и имеет 6ojibшое быстродействие регулирования в сравнении с известным способом. Формула изобретения Способ регулирования формы межвалкового зазора в прокатной клети, включающий изменение соотношения усилий Т идрораспора между подушками валков с приводнсй и нетфиводной сторсм клети, отличающийся тем, что, с целью повышения быстродействия регулирования гфи устранении неплоскостности и поперечной разнотолщинности полосы, пере- качивают рабочую жидкость из цилиндров гидрораспора со стороны клети, где уменьшают усилие гндрораспора, в цилиндры с XX ой стороны клети, где усилие гндрораспора увеличивают. Источники информации, принятые во внимание при экспертизе 1. Бюллетень научно-технической информации Черная металлургия , М., 197О, № 2О(64О), с. 34-35.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования формы межвалкового зазора в прокатной клети | 1981 |
|
SU984524A2 |
| Устройство для регулирования профиля валков листопрокатного стана | 1981 |
|
SU982836A1 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2010 |
|
RU2429091C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РАЗНОТОЛЩИННОСТИ ПОЛОСЫ ПРИ ПРОКАТКЕФши | 1973 |
|
SU407595A1 |
| Устройство для регулирования тол-щиНы пОлОСы пРи пРОКАТКЕ | 1979 |
|
SU845909A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |
| Устройство для регулирования поперечной клиновидности полос при прокатке | 1985 |
|
SU1284620A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
