10
кнутым гидроконтурам 9 и 10 в гидроцилиндры 8, создавая необходимое усилие регулирования понеречной разнотолщинности. В связи с тем, что гидроконтуры 9 и 10 самостоятельны, в каждом из них создается давление жидкости пропорционально усилию соответственно на левый и правый нажимные устройства 7. Следовательно, усилие регулирования на ту или иную подушку рабочего валка тем больше, чем больше сила, действующая на соответственное нажимное устройство, что позволяет устранить клиновидность полосы при прокатке. Перед концом прокатки закрывают клапан 11, а клапан 12 открывают, давление в
исходного значения перед прокаткой и работа устройства повторяется.
Таким образом, предлагаемое устройство позволяет реализовать принцип автоИзобретение относится к металлургии, а именно: к обработке металлов давлением, и может быть использовано на полосовых станах горячей и холодной прокатки.
Цель изобретения - повышение точ- , ности прокатки за счет устранения поперечной клиновидности полосы одновременно с регулированием ее поперечной разно- толшинности.
На фиг. 1 изображено предлагаемое устройство, обший вид; на фиг. 2 - схема гидросистемы с валками и подушками рабочих и опорных валков.
Устройство содержит рабочую клеть 1, опорные 2 и рабочие 3 валки с подушками 4 и 5 соответственно. На верхних подушках 4 разомкнутых частях гидроконтуров 9 и установлены гидроцилиндры 6 нажимного10 с гидроцилиндрами 8 падает до уровня Р,
устройства 7, а в нижние 5 и верхние 4 что исключает соударение рабочих валков подушки вмонтированы гидроцилиндры 8 при выходе полосы из валков. После вы- дополнительного изгиба рабочих валков 3. хода полосы из валков открывают клапа- Полости гидроцилиндров 6 и 8 соединены ны 11, гидроконтуры 9 и 10 получают под- в левый 9 и правый 10 гидроконтуры, ко- 20 питку жидкости из гидросистемы 13 до торые включают запорные клапаны 11 и 12. При этом вход и выход запорных клапанов 11 соединены соответственно с гидроцилиндрами 8 и 6 соответствующих гидроконтуров 9 и 10, выходы запорных кла- 25 регулирования поперечной разнотолщиннос- панов 12 соединены с соответствующимити с возможностью устранения клиновидгидроконтурами 9 и 10, а входы этих кла-ности полосы при прокатке,
панов объединены и подсоединены к гид-Устройство позволяет уменьшить обросистеме 13. В подушках 5 нижнего рабо-щую поперечную разнотолщинность полос
чего валка 3 установлены гидроцилиндры 14 при прокатке с учетом их клиновидности на прижима рабочих валков 3 к опорным 2. зо 15-20%. Это позволяет увеличить длину Полости этих гидроцилиндров подсоединены прокатываемой полосы, к гидросистеме 15 уравновешивания.
Устройство работает следующим образом.
В гидроцилиндры 14 из гидросистемы 15
постоянно подается жидкость под давлением 35 ной клиновидности полос при прокатке, Р., , а в гидроконтуры 9 и 10 - жидкость под включающее рабочую клеть с гидроцилиндрами нажимного устройства и гидроцилиндрами дополнительного изгиба рабочих валков, соединенными с источниками высокого дежный прижим рабочих валков к опорным Q давления и гидросистемой с отсекаемым зам- за счет разности усилий, развиваемых гид- кнутым гидроконтуром, отличающееся тем, роцилиндрами 14 и 8. С помощью нажимного что, с целью повышения точности прокатки устройства 7 устанавливают необходимый за счет устранения поперечной клиновиднос- раствор рабочих валков и закрывают кла- ти полосы одновременно с регулированием цаны 12, отсекая гидроконтуры 9 и 10 от ее поперечной разнотолщинности, полости гидросистемы 13. Система подготовлена к 45 гидроцилиндров нажимного устройства с работе.каждой стороны клети соединены с соотПри прокатке полосы в гидроцилинд- ветствующими полостями гидроцилиндров pax 6 повышается давление жидкости под дополнительного изгиба рабочих валков с действием силы, действующей на нажимные той же стороны клети в замкнутые незави- винты 7. Это давление передается по зам- симые системы.
Формула изобретения
Устройство для регулирования поперечдавлением Р. из гидросистемы 13, при этом клапаны 11 и 12 открыты. Давления 1 и Р выбирают так, что обеспечивают на0
кнутым гидроконтурам 9 и 10 в гидроцилиндры 8, создавая необходимое усилие регулирования понеречной разнотолщинности. В связи с тем, что гидроконтуры 9 и 10 самостоятельны, в каждом из них создается давление жидкости пропорционально усилию соответственно на левый и правый нажимные устройства 7. Следовательно, усилие регулирования на ту или иную подушку рабочего валка тем больше, чем больше сила, действующая на соответственное нажимное устройство, что позволяет устранить клиновидность полосы при прокатке. Перед концом прокатки закрывают клапан 11, а клапан 12 открывают, давление в
,
разомкнутых частях гидроконтуров 9 и 10 с гидроцилиндрами 8 падает до уровня Р,
исходного значения перед прокаткой и работа устройства повторяется.
Таким образом, предлагаемое устройство позволяет реализовать принцип авточто исключает соударение рабочих валков при выходе полосы из валков. После вы- хода полосы из валков открывают клапа- ны 11, гидроконтуры 9 и 10 получают под- питку жидкости из гидросистемы 13 до регулирования поперечной разнотолщиннос- ти с возможностью устранения клиновид прокатке с учетом их клиновидности на 20%. Это позволяет увеличить длину катываемой полосы,
клиновидности полос при прокатке, ючающее рабочую клеть с гидроцилинди нажимного устройства и гидроцилинди дополнительного изгиба рабочих вал, соединенными с источниками высокого ления и гидросистемой с отсекаемым зам- тым гидроконтуром, отличающееся тем, , с целью повышения точности прокатки счет устранения поперечной клиновиднос- полосы одновременно с регулированием поперечной разнотолщинности, полости роцилиндров нажимного устройства с дой стороны клети соединены с соотФормула изобретения
Устройство для регулирования поперечю
Фиг.2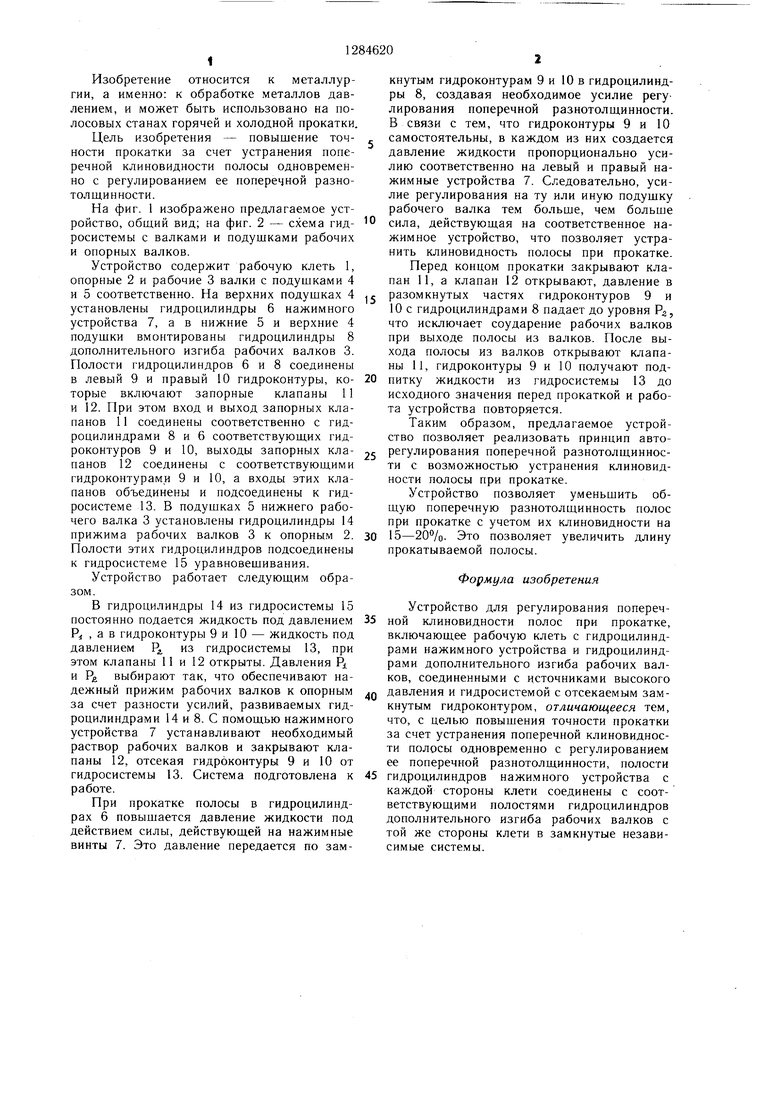
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Устройство для противоизгиба рабочихВАлКОВ | 1979 |
|
SU810314A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Устройство дополнительного изгиба рабочих валков прокатной клети кварто | 1977 |
|
SU789178A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Устройство автоматического устранения проскальзывания рабочих валков относительно опорных | 1978 |
|
SU774641A1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
изобретение относится к металлургии, а именно к обработке металлов давлением, и может быть использовано на полосовых станах горячей и холодной прокатки. Цель изобретения - повышение точности прокатки за счет устранения поперечной КЛИНОВИДНОСТИ полосы одновременно с регулированием ее продольной разно- толшинности. Объединение в замкнутые независимые контуры с каждой стороны клети нажимных гидроцилиндров 6 с гидроцилиндрами 8 дополнительного изгиба рабочих ва лков позволяет этим системам быстро реагировать на разнотолшинность полосы. Утолш,ение одной из сторон полосы повышает давление в гидроцилиндрах 6 нажимных устройств этой стороны клети, 3 а вследствие замкнутости контура с этой стороны клети повышается давление и в /Л гидроцилиндрах 8 дополнительного изгиба, которое изгибает рабочие валки, тем самым исправляя профиль полосы. 2 ил. IC 00 4 О) N3
| Стекло для изготовления стекловолокна | 1987 |
|
SU1511227A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ стабилизации поперечного профиля полос и листов при прокатке | 1975 |
|
SU614837A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
