(54) ШТАМП ДЛЯ ФОРМОВКИ ЭКСЦЕНТРИЧНЫХ ПЕРЕХОДОВ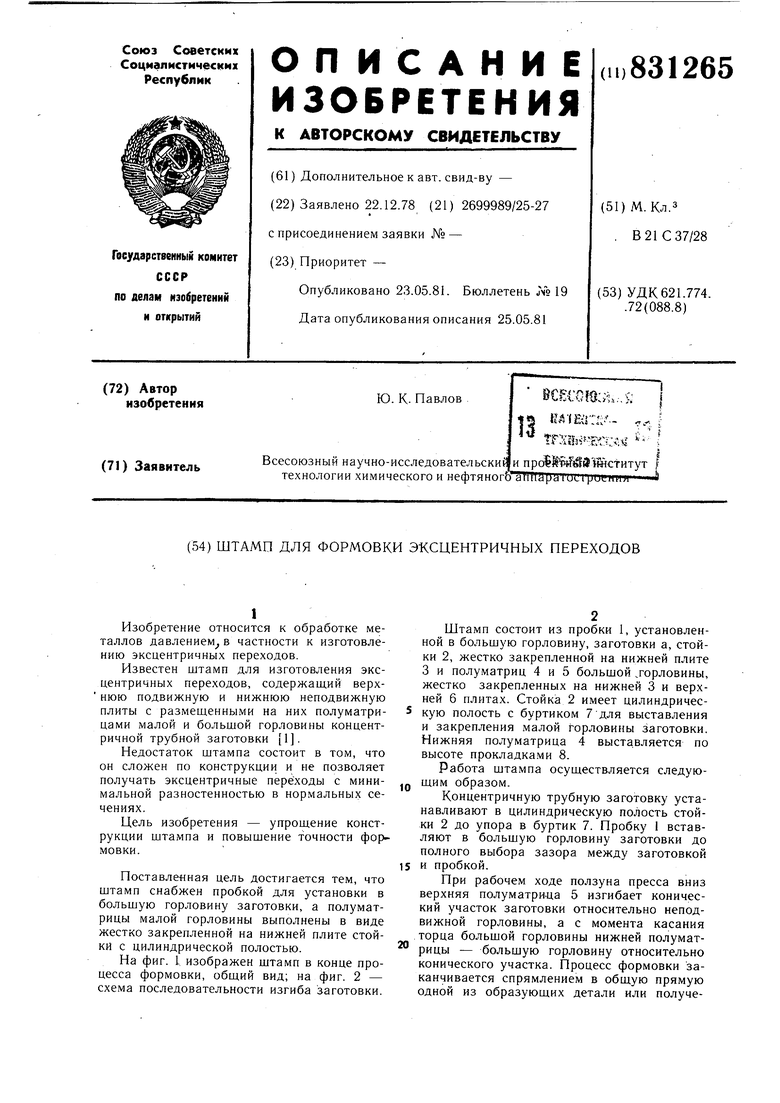
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки концов труб | 1982 |
|
SU1156771A1 |
| СПОСОБ ШТАМПОВКИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2016 |
|
RU2664998C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |
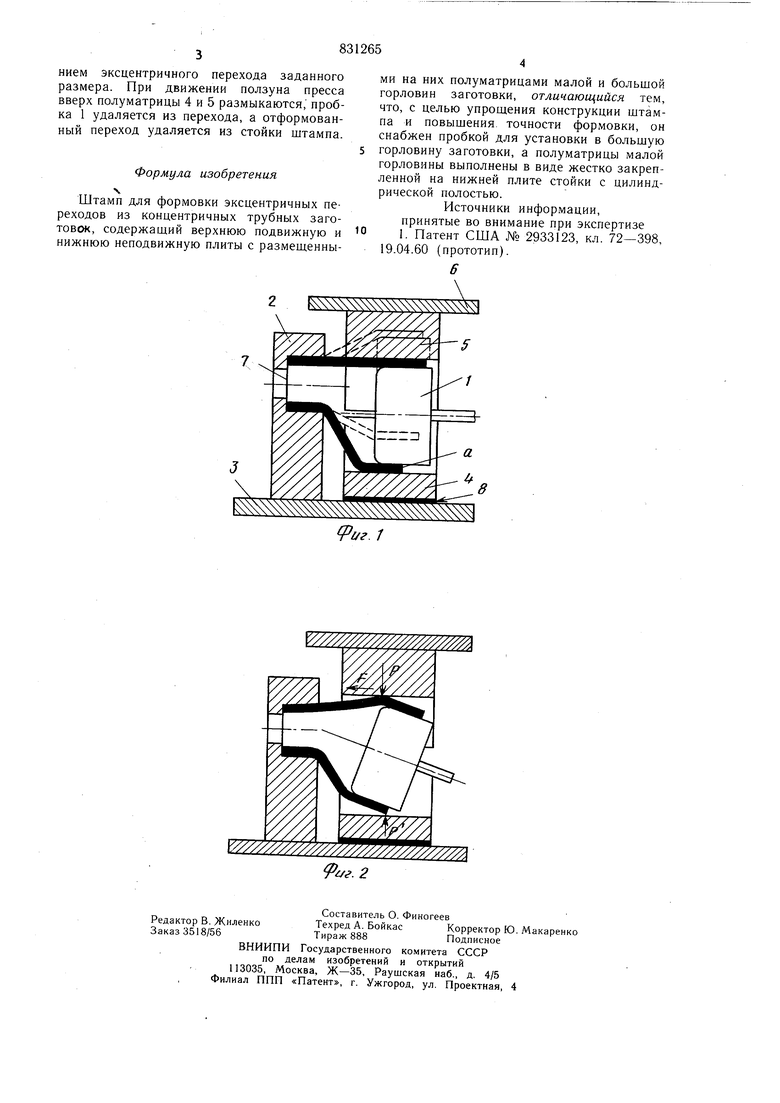
Изобретение относится к обработке металлов давлением в частности к изготовлению эксцентричных переходов. Известен штамп для изготовления эксцентричных переходов, содержащий верхнюю подвижную и нижнюю неподвижную плиты с размещенными на них полуматрицами малой и большой горловины концентричной трубной заготовки 1. Недостаток щтампа состоит в том, что он сложен по конструкции и не позволяет получать эксцентричные переходы с минимальной разностенностью в нормальных сечениях. Цель изобретения - упрощение конструкции щтампа и повышение точности формовки. Поставленная цель достигается тем, что щтамп снабжен пробкой для установки в больщую горловину заготовки, а полуматрицы малой горловины выполнены в виде жестко закрепленной на нижней плите стойки с цилиндрической полостью. На фиг. I изображен щтамп в конце процесса формовки, общий вид; на фиг. 2 - схема последовательности изгиба заготовки. Штамп состоит из пробки 1, установленной в больщую горловину, заготовки а, стойки 2, жестко закрепленной на нижней плите 3 и полуматриц 4 и 5 большой .горловины, жестко закрепленных на нижней 3 и верхней 6 плитах. Стойка 2 имеет цилиндрическую полость с буртиком 7 для выставления и закрепления малой горловины заготовки. Нижняя полуматрица 4 выставляется по высоте прокладка.ми 8. Работа штампа осуществляется следующим образом. Концентричную трубную заготовку устанавливают в цилиндрическую полость стойки 2 до упора в буртик 7. Пробку 1 вставляют в большую горловину заготовки до полного выбора зазора между заготовкой и пробкой. При рабочем ходе ползуна пресса вниз верхняя полуматрица 5 изгибает конический участок заготовки относительно неподвижной горловины, а с момента касания торца большой горловины нижней полуматрицы - большую горловину относительно конического участка. Процесс формовки заканчивается спрямлением в общую прямую одной из образующих детали или получением эксцентричного перехода заданного размера. При движении ползуна пресса вверх полуматрицы 4 и 5 размыкаются, пробка 1 удаляется из перехода, а отформованный переход удаляется из стойки штампа.
Формула изобретения
ч
Штамп для формовки эксцентричных переходов из концентричных трубных заготовок, содержащий верхнюю подвижную и нижнюю неподвижную плиты с размещенными на них полуматрицами малой и большой горловин заготовки, отличающийся тем, что, с целью упрощения конструкции штампа и повышения точности формовки, он снабжен пробкой для установки в большую горловину заготовки, а полуматрицы малой горловины выполнены в виде жестко закрепленной на нижней плите стойки с цилиндрической полостью.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 2933123, кл. 72-398, 19.04.60 (прототип).
6
Рцг.1
