(Л
Игклбретение относится к обработке металлов давлением, а именно к автоматизации штаиповочных операций, и может быть использовано для поштучной выдачи плоских заготовок из стопы и подачи их в зону обработки,
Цель йзОбретения - снижение энергоемкости и повышение надежности ра боты устройства.
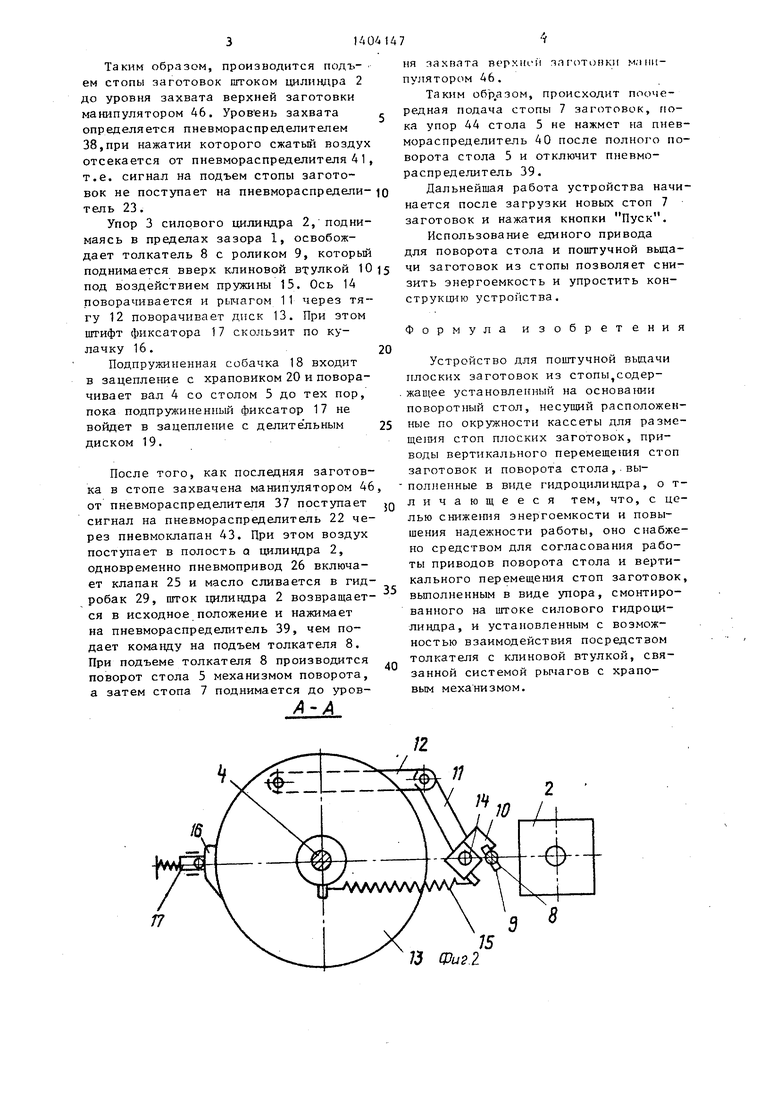
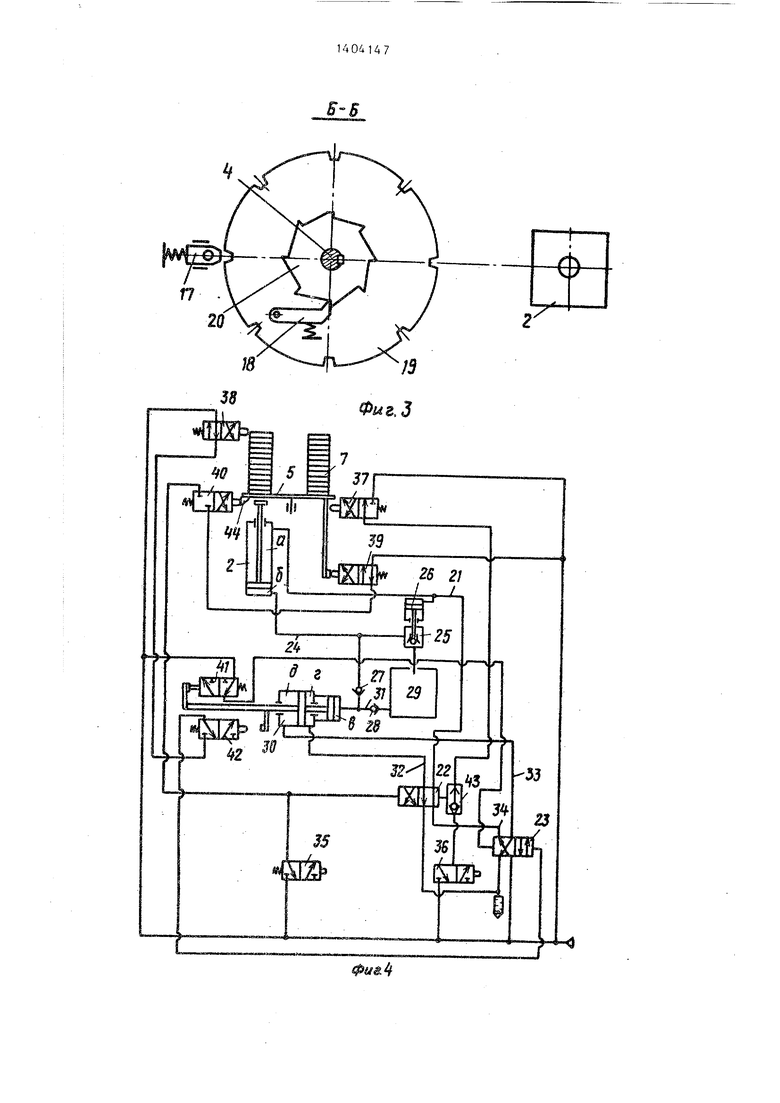
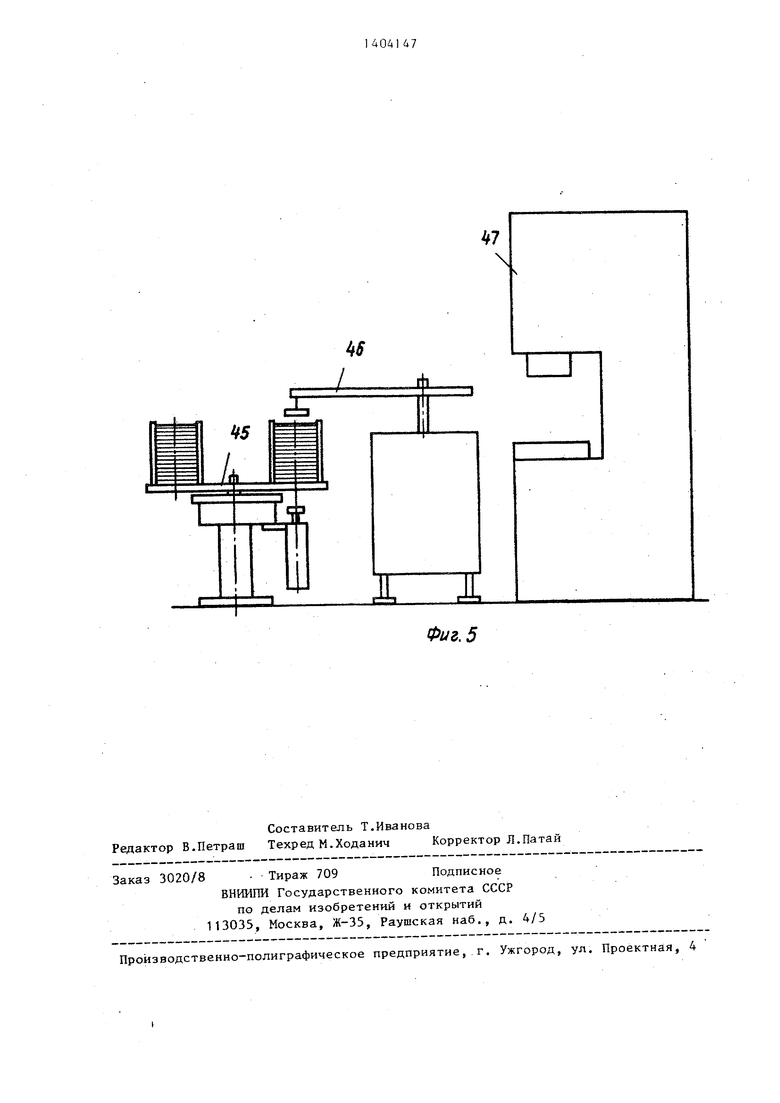
На фиг. 1 изображено устройство, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг 1; на фиг, 4 - пневмогидравли ческая схема устройства; на фиг, 5устройство в составе робототехнологического комплекса.
Устройство состоит из станины 1, на которой смонтярован силовой цилиндр 2, на штоке последнего за- креплен упор 3, На стаминв установлен смонтированный на валу 4 поворотный стол 5, По окружности стола 5 расположены кассеты, образованные стойками 6, между которыми размещаются стопы 7 плоских заготовок, Поворотньй стол 5 выполнен в виде диска, по : окружности которого распололсены отверстия.
Упор 3 в нижнем положении опира- ется на толкатель 8, ролик 9 которого давит на срез клиновой втулки 10, связанной рычагом 11 с тягой 12, ко- . торая шарнирно закреплена на диске 13 Втулка 10 установлена на оси 14 и подпружинена пружиной 15, Диск 13 свободно установлен на валу 4, На диске 13 смонтирован кулачок 16, взаимодействующий с подпружиненным фиксатором 17 и собачкой 18. На валу 4 жестко закреплен делительный диск 19 и храповик 20,
Силовой цилиндр 2, применяемый для поворота стола 5 и перемещения стоп 7 заготовок содержит полости q и Б . Полость а цилиндра 2 соединена трубопроводом 21 с пневмораспредели- . т елями 22 и 23 пневмосистемы. Полост & цилиндра 2 соединена трубопроводом 24 с обратным клапаном 25s управляемым от пневмопривода 26 через обратные клапаны 27 и 28 с гидробаком 29 и пневмогидромультипликэ.тором 30, ко торьш содержит полости Б, i и q. Полость & пневмогидромультипликатора 30 соединена трубопроводом 31 через обратный клапан 28 с гидробаком 29 и через обратный клапан 27 трубопроводом 24 с полостью S п линдра 2. По-
с
Q
5
0 5
Q Q
5
лость г пневмогидромультипликатора 30 соединена трубопроводом 32 с пневмо- распределителями 22 и 23, а полость - трубопроводом 33 с пневмораспре- делителем 23,
Пневмораспределители 22 и 23 соединены между собой трубопроводом 34,
Для работы устройства в автоматическом режиме предусмотрены пневмо- распределители 35 - 42 и пневмокла- пан 43, На столе 5 смонтирован упор 44, взаимодействующий с пневмораспре- делителем 40 и фиксирующий исходное положение стола 5,
Предлагаемое устройство 45 вхояит в состав робототехнологи ческого комплекса (РТК), содержащего также манипулятор 46 и пресс 47,
Устройство работает следующим образом,
В исходном положении шток силового цилиндра 2 втянут и упор 3 через толкатель 8 опирается на клиновую втулку 10, Диск 13 при этом повернут в положение, при котором фиксатор 17 не зацеплен с делительным диском 19, На поворотном столе 5 в кассетах, образованных стойками 6, уложены стопы 7 плоских заготовок,
Сжатый воздух от пневмосистемы,манипулятора 46 поступает к пневморас- пределителям: 22,23,35 - 39 и 41. Пневмораспределители 39,40 и 42 нажа- жаты.
При нажатии кнопки Пуск (пневмо- распределитель 35) подается комавда на пневмораспределитель 22, который через пневмораспределитель 23 подает сжатый воздух в полость- пневмогидромультипликатора 30, При этом гидравличес1шй поршень через обратный клапан 28 засасьшает масло из гидробака 29,
При нажатии на пневмораспределитель 42 поступает сигнал на пневмо- распредитель 23, который подает воздух в полость а пневмогидромультипликатора 30, масло от которого через обратный клапан 27 подается под поршень силового цилиндра 2.
При нажатии на пневмораспределитель 41 сигнал поступает на пнеамо- распределитель 22, через пневмораспределитель 23 подается сжатый воздух в полость 1 пневмогидромупьтиплика- тора 30 и ма.сло вновь Ьасасьшается из гидробака 29.
Таким образом, производится подъ- ем стопы заготовок штоком цилиндра 2 до уровня захвата верхней заготовки манипулятором 46. Уровень захвата определяется пневмораспределителем 38,при нажатии которого сжатый воздух отсекается от пневмораспределителя 4 1 , т.е. сигнал на подъем стопы заготовок не поступает на пневмораспредели- тель 23.
Упор 3 силового цилиндра 2, поднимаясь в пределах зазора 1, освобождает толкатель 8 с роликом 9, который поднимается вверх клиновой втУлкой 10 под воздействием пружины 15. Ось 14 поворачивается и рычагом 11 через тягу 12 поворачивает дмск 13. При этом штифт фиксатора 17 скользит по кулачку 16.
Подпружиненная собачка 18 входит в зацепление с храповиком 20 и поворачивает вал 4 со столом 5 до тех пор, пока подпружиненный фиксатор 17 не войдет в зацепление с делительным диском 19.
После того, как последняя заготовка в стопе захвачена манипулятором 46 от пневмораспределителя 37 поступает сигнал на пневмораспределитель 22 через пневмоклапан 43. При этом воздух поступает в полость Q цилиндра 2, одновременно пневмопривод 26 включает клапан 25 и масло сливается в гид- робак 29, шток 1щлиндра 2 возвращается в исходное положение и нажимает на пневмораспределитель 39, чем подает команду на подъем толкателя 8. При подъеме толкателя 8 производится поворот стола 5 механизмом поворота, а затем стопа 7 поднимается до уровА-А
5
0
ня захвата Bt pxiii. ii ллготопки м.ч ни- пулятором 46.
Таким , происходит поочередная подача стопы 7 заготовок, пока упор 44 стола 5 не нажмет на пневмораспределитель 40 после полного поворота стола 5 и отключит пневмораспределитель 39.
Дальнейшая работа устройства начинается после загрузки новых стоп 7 заготовок и нажатия кнопки Пуск.
Использование единого привода для поворота стола и поштучной выдачи заготовок из стопы позволяет снизить энергоемкость и упростить конструкцию устройства.
Формула изобретения
Устройство для поштучной выдачи плоских заготовок из стопы содер- жащее установленный на основании поворот}Ш1Й стол, несущий расположенные по окружности кассеты для размещения стоп плоских заготовок, приводы вертикального перемещения стоп заготовок и поворота стола,.выполненные в виде гидроцилиндра, о т- личающееся тем, что, с целью снижет1Я энергоемкости и повышения надежности работы, оно снабжено средством для согласования работы приводов поворота стола и вертикального перемещения стоп заготовок, вьтолненным в виде упора, смонтированного на штоке силового гидроцилиндра, и установленным с возможностью взаимодействия посредством толкателя с клиновой втулкой, связанной системой рычагов с храповым механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Автоматизированная линия для обработки листовых деталей | 1987 |
|
SU1466845A1 |
| Устройство для подачи плоских заготовок в рабочую зону пресса | 1984 |
|
SU1238834A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи заготовок | 1988 |
|
SU1576276A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1989 |
|
SU1736664A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1311816A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
Изобретение относится к обработ- :ке металлов давлением и может быть использовано для поштучной вьдачи плоских заготовок из стопы. Цель - снижение энергоемкости и повьпиение надежности работы. На станине 1 смонтирован па валу 4 поворотный ст.ол 5, снабженный расположенными по окружности кассетами 6 для размещения стоп плоских заготовок 7, и привод вертикального перемещения заготовок, выполненный в виде силового гидроци- липдра 2. На штоке гидроцилиндра 2 закреплен упор 3. Посредством толкателя 8 упор 3 взаимодействует через ролпк 9 с клиновой втулкой 10, которая связана системой рычагов с храповым механизмом поворота стола. При этом используется один привод для поворота стола и поштучной вьдачи заготовок. 5 ил.
13 Фиг2
15
a
2т
ТА
42
35
Ж22
,3
33
3
23
36
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
