Изобретение относится к производству сборного железобетона и может быть использовано для тепловой обработки железобетонных изделий.
Известно устройство для тепловой обработки бетонных изделий, содержащее камеру с дверями, контактирующим с формами изделий 1.
Наиболее близким к предлагаемому является устройство для тепловой обработки железобетонных изделий, содержащее камеру с индуктором соленоидного типа 2.
Недостатком известных устройств является неравномерный прогрев изделий в штабеле, вследствие значительных градиентов напряженности магнитного поля в поперечном сечении камеры. Внешнее магнитное поле полезно не используется и, рассеиваясь, ухудшает естественные энергетические характеристики устройства. Кроме ого, необходимо несколько индукто ов по длине камеры с разными электрическими параметр 1ми в устройствах непрерывного действия или изменения параметров индУктора во времени в устройствах периодического действия
Цель изобретения - повышение равliOMepHocTH нагрева изделий и повышение производительности.
Указанная цель достигается тем, что в устройстве для тепловой обрабоки железобетонных изделий, включающем камеру с индуктором соленоидного типа, камера снабжена теплопроводящимй перекрытиями, расположенными по высоте, между которыми размещен индуктор, и дверцами с замыкателями магнитной цепи, расположенными по торцам камерл.
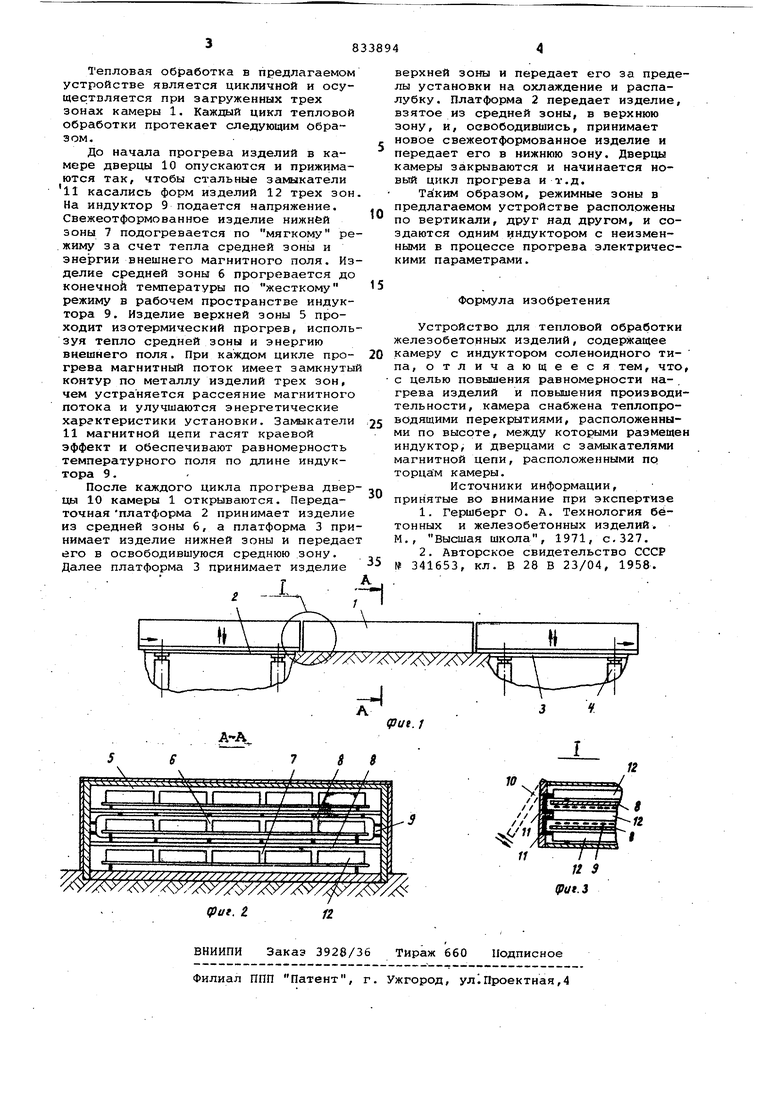
На фиг. 1 изображено устр рйство, вид сбоку; на фиг. 2 - разрез А-А На фиг 1; на фиг. 3 - узел I на фир. 1.
Устройство состоит из камеры 1, снабженной теплозащищенными передаточными платформами 2 и 3 с механизмами подъема и опускания, например, гидроцилиндрами 4. Камера разделена на зоны: верхнюю 5, среднюю 6 и нижнкяо 7 теплопроводящими неферромагнитными перекрытиями 8. В средней зоне камерял расположен соленоидный индуктор 9. Камера закрывается дверцгши 10, снабженными стальными замыкателями 11 магнитной цепи. Тепловая обработка в предлагаемом устройстве является цикличной и осущес.твляется при загруженных трех зонах камеры 1. Каждый цикл тепловой обработки протекает следующим образом. До начала прогрева изделий в камере дверцы 10 опускаются и прижимаются так, чтобы стальные замыкатели И касались форм изделий 12 трех зон На индуктор 9 подается напряжение. Свежеотформованное изделие нижней зоны 7 подогревается по мягкому ре ,жиму за счет тепла средней зоны и энергии внешнего магнитного поля. Из делие средней зоны 6 прогревается до конечной температуры по жесткому режиму в рабочем пространстве индуктора 9. Изделие верхней зоны 5 проходит изотермический прогрев, исполь зуя тепло средней зоны и энергию внешнего поля. При каждом цикле прогрева магнитный поток имеет замкнуты контур по металлу изделий трех зон, чем устраняется рассеяние магнитного потока и улучшаются энергетические характеристики установки. Замыкатели 11 магнитной цепи гасят краевой эффект и обеспечивают равномерность температурного поля по длине индуктора 9. После каждого цикла прогрева двер цы 10 камеры 1 открываются. Передаточная платформа 2 принимает изделие из средней зоны 6, а платформа 3 при нимает изделие нижней зоны и передае его в освободившуюся среднюю зону. Далее платформа 3 принимает изделие верхней зоны и передает его за пределы установки на охлаждение и распалубку. Платформа 2 передает изделие, взятое из средней зоны, в верхнюю зону, и, освободившись, принимает новое свежеотформованное изделие и передает его в нижнюю зону. Дверцы камеры закрываются и начинается новьтй цикл прогрева и т.д. Та1ким образом, режимные зоны в предлагаемом устройстве расположены по вертикали, друг над другом, и создаются одним индуктором с неизменными в процессе прогрева электрическими параметрами. Формула изобретения Устройство для тепловой обработки железобетонных изделий, содержащее камеру с индуктором соленоидного типа, отличающееся тем, что, с целью повышения равномерности на-, грева изделий и повышения производительности, камера снабжена теплопроводящими перекрытиями, расположенными по высоте, между которыми размещен индуктор, и дверцами с замыкателями магнитной цепи, расположенными по торцам камеры. Источники информации, принятые во внимание при экспертизе 1.Гершберг О. А. Технология бетонных и железобетонных изделий. М., Высшая школа, 1971, с,327. 2.Авторское свидетельство СССР № 341653, кл. В 28 В 23/04, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки железобетонных шпал | 1975 |
|
SU558024A1 |
| Способ термообработки полых центрифугированных железобетонных изделий | 1979 |
|
SU863573A1 |
| Туннельная камера | 1989 |
|
SU1638019A1 |
| Устройство для тепловой обработки трубчатых изделий из бетонных смесей | 1985 |
|
SU1308501A1 |
| Устройство для тепловой обработки железобетонных конструкций и изделий | 1989 |
|
SU1689079A1 |
| Способ очистки металлических элементов от затвердевшего бетона | 1989 |
|
SU1660977A1 |
| Способ термообработки железобетонныхКОНСТРуКций | 1979 |
|
SU833900A1 |
| Способ тепловой обработки изделий из тяжелого бетона | 1988 |
|
SU1699984A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU399493A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕРМОСТЕНДЕ | 2018 |
|
RU2689472C1 |
