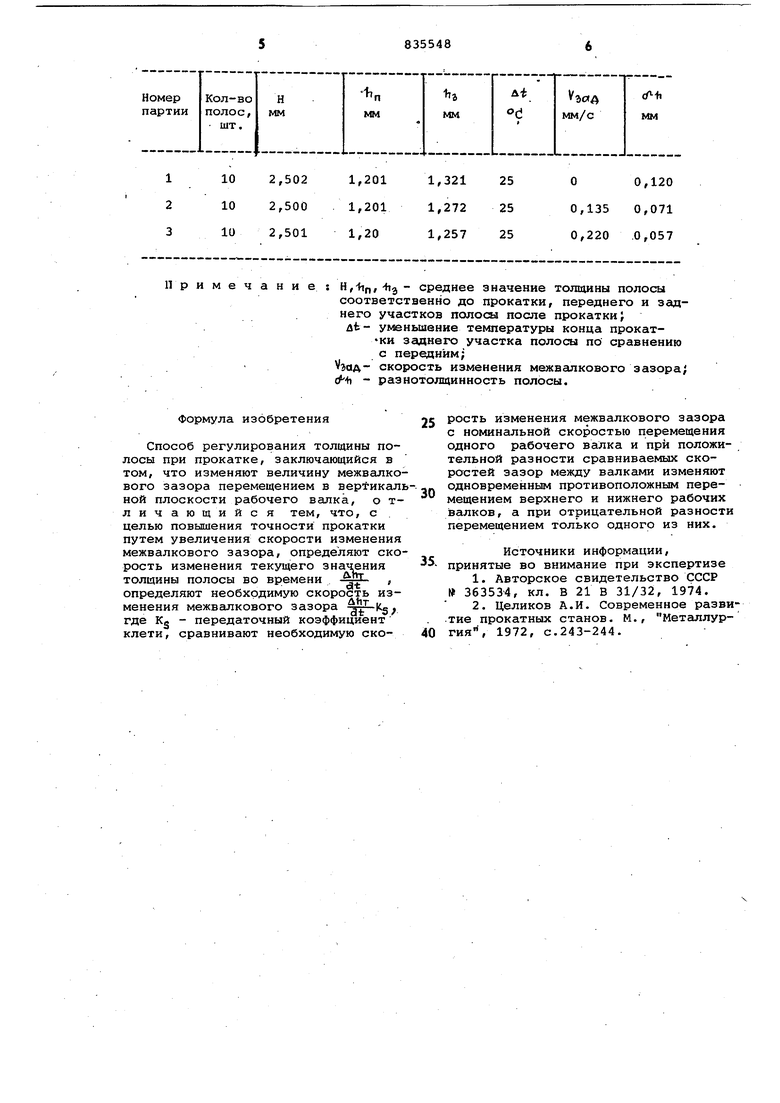
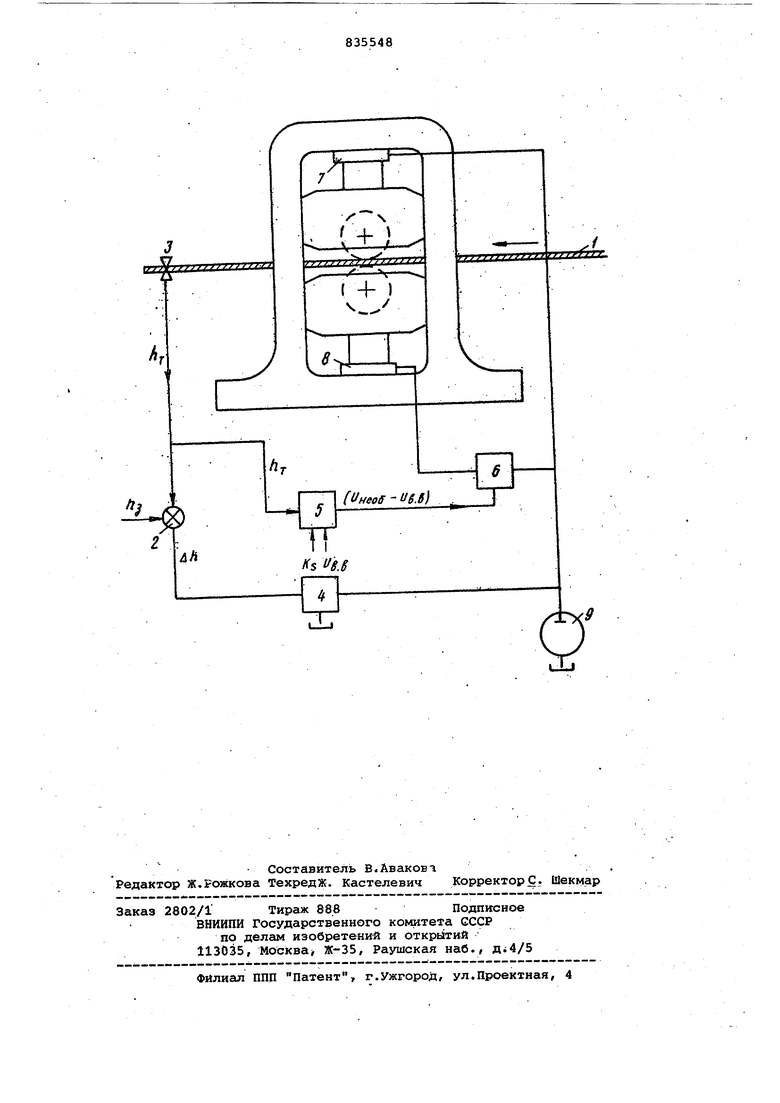
разности - перемещением только одного из них. . : Для отработки рассогласования фак тической толщины полосы от заданной необходимо межвалковый зазор уменьшить. В соответствии с формулой пред лагаемого способа межвалковый зазор уменьшают синхронным перемещением по вертикали верхнего валка вниз и нижнего валка вверх,для чего одновремен но включают нажимное устройство верх него валка на опускание, а нажимное устройство нижнего валка на подъем. Максимальная скоростьУц пслх измене ния толщины полосы во времени, при которой возможна полная компенсация разнотолщинности полосы,определяет ся выражением: та-к скорость изменения межвалгде 5 кЬвого зазораJ передаточный коэффициент, Kg показывакмций во сколько ра изменение толщины полосы на выходе .из клети меньше величины изменения зазора между валками. При известном способе % лтпа1«.,«з Kg - Kg где ц g - скорость перемещения нижн го валка. При использовании предлагаемого способа в VH.U+Vt.g /о) п max. пр - г-V где Vg - скорость перемещения верхн го валка. Из формул (2 и (З) следуе что максимальная скорость изменения толщины полосы во времени, при кото рой возможна полная компенсация раз толщнннрсти, при использовании пред лагаемого способа выше, чем при известном способе, т.е. i3bJii-- M:. теги пР В частном случае при VH.B. e.ft, Vnvrna нз 2(5) ti tna n Ha чертеже изображено устройство для осуществления способа. В процессе прокатки полосы 1 на элемент 2 сравнения от толщиномера поступает сигнал r г пропорционал ный текущему значению толщины полосы, сравнивается с заданной hj толщи ной, и сигнал рассогласования дЬ по ступает в регулятор 4. Одновременно сигнал t поступает в функциональны .преобразователь 5, в котором определяется скорость V, изменения текущего значения то.шдины во времени как производная -gl и Vlh-j- умножается на постоянный для данной клети множитель - передаточный коэффициент Kg. Произведение VnrK,, равное необходимой У иео скорости изменения межвалкового зазора, сравнивается с номинальной скоростью Vg изменения межвалкового зазора перемещением только верхнего рабочего валка. Если Vj g VHeo& f т.е. скорость изменения межвалкового зазора, которую может обеспечить перемещение одного верхнего валка, меньше скорости изменения межвалкового зазора, которую необходимо создать, то по с функционального преобразова- теля 5 открывают запорный элемент б и регулятором 4 увеличивают или уменьшают (в зависимости от знака дЮ давление жидкости в гидроцилиндрах 7 и 8 перемещением верхнего и нижнего валков соответственно, создаваемое гидронасосом 9, что вызывает изменение межвалкового зазора одновременным противоположным перемещением в вертикальной плоскости верхнего и нижнего рабочих валков. EcлиV g V„eQ5 запорный элемент б не открывают и отработку рассогласования толщины дЬ производят изменением давления жидкости в гидроцилиндре 7 верхнего валка, т.е. изменяют зазор между валками перемещением только верхнего валка. Испытание предлагаемого способа прокатки полос провели на лабораторном стане 340 при прокатке алюминие-вых полос сечением 2,5x80 мм и длиной 1500. мм. Перед прокаткой полосы нагревают до температуры 300 С. Полосы были разбиты на три партии. Полосы одной партии прокатали без изменения межвапкового зазора /табл./, полосы другой партии - с изменением величины межвалкового зазора при прокатке . заднего участка полосы за счет перемещения в вертикальной плоскости нижнего рабочего валка и полосы третьей партии прокатали с изменением величины межвалкового зазора при прокатке заднего участка полосы за счет одновременного противоположного перемещения в вертикальной плоскости верхнего и нижнего рабочих вапков. В результате испытаний получили разнотоЛщинность полос, прокатанных с изменением межвалкового зазора путем одновременного противоположного перемещения в вертикгшьной плоскости верхнего и нижнего рабочих валков, на 18% ниже разнотолщинности полос, прокатанных с изменением межвалкового зазора путем перемещения одного валка. Примечание Формула изобретения Способ регулирования толщины полосы при прокатке, заключающийся в том, что изменяют величину межвалкового зазора перемещением в вертикаль ной плоскости рабочего валка, о тличающийся тем, что, с целью повышения точности прокатки путем увеличения скорости изменения межвалкового зазора, определяют ско рость изменения текущего значения толщины полосы во времени , определяют необходимую скорость изменения межвалкового зазора г-Kg ; где Kg - передаточный коэффициент клети, сравнивают необходимую ско: H,1in, -hj - среднее значение толщины полосы соответственно до прокатки, переднего и заднего участков полосы после прокаткиJ УЗОД- скорость изменения межвалкового зазора; - разнотолщинность полосы. ut- уменьшение температуры конца прокат ки заднего участка полосы по сравнению с передним; рость изменения межвалкового зазора с номинальной скоростью перемещения одного рабочего валка и при положительной разности сравниваемых скоростей зазор между валками изменяют одновременным противоположным перемещением верхнего и нижнего рабочих валков, а при отрицательной разности перемещением только одного из них. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 363534, кл. В 21 В 31/32, 1974. 2.Целиков А.И. Современное развитие прокатных станов. М., Металлургия, 1972, с.243-244.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения валков и полосыВ пРОцЕССЕ пРОКАТКи | 1978 |
|
SU806189A1 |
| Устройство для регулирования толщины полосы на непрерывном стане горячей прокатки | 1979 |
|
SU884771A1 |
| Устройство коррекции толщины полосы | 1979 |
|
SU884770A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ непрерывной прокатки полос | 1987 |
|
SU1438865A1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Способ прокатки металлической полосы | 1989 |
|
SU1839118A1 |
, J
