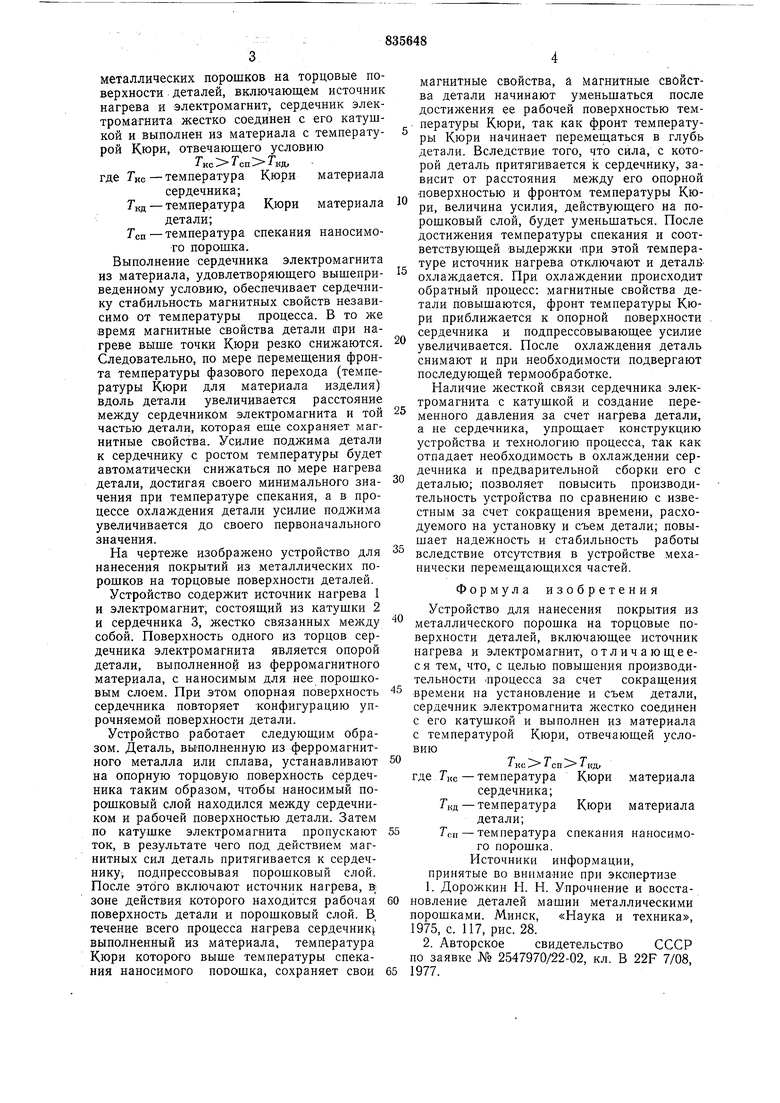
металлических порошков на торцовые поверхности деталей, включающем источник нагрева и электромагнит, сердечник электромагнита жестко соединен с его катушкой и выполнен из материала с температурой Кюри, отвечаюш.его условию jTКС СП КД. где Гко - температура Кюри материала сердечника; температура Кюри материала детали; Гсп -температура спекания наносимого порошка. Выполнение сердечника электромагнита из материала, удовлетворяющего вышеприведенному условию, обеспечивает сердечнику стабильность магнитных свойств независимо от температуры процесса. В то же время магнитные свойства детали при нагреве выше точки Кюри резко снижаются. Следовательно, по мере перемеш,ения фронта температуры фазового перехода (температуры Кюри для материала изделия) вдоль детали увеличивается расстояние между сердечником электромагнита и той частью детали, которая еще сохраняет магнитные свойства. Усилие поджима детали к сердечнику с ростом температуры будет автоматически снижаться по мере нагрева детали, достигая своего минимального значения при температуре спекания, а в процессе охлаждения детали усилие поджима увеличивается до своего первоначального значения. На чертеже изображено устройство для нанесения покрытий из металлических порошков на торцовые поверхности деталей. Устройство содержит источник нагрева 1 и электромагнит, состояший из катушки 2 и сердечника 3, жестко связанных между собой. Поверхность одного из торцов сердечника электромагнита является опорой детали, выполненной из ферромагнитного материала, с наносимым для нее порошковым слоем. При этом опорная поверхность сердечника повторяет -конфигурацию упрочняемой поверхности детали. Устройство работает следующим образом. Деталь, выполненную из ферромагнитного металла или сплава, устанавливают на опорную торцовую поверхность сердечника таким образом, чтобы наносимый порошковый слой находился между сердечником и рабочей поверхностью детали. Затем по катушке электромагнита пропускают ток, в результате чего под действием магнитных сил деталь притягивается к сердечнику-, подпрессовывая порошковый слой. После этого включают источник нагрева, в;; зоне действия которого находится рабочая поверхность детали и порошковый слой. В, течение всего процесса нагрева сердечнику выполненный из материала, температура Кюри которого выше температуры спекания наносимого порошка, сохраняет свои магнитные свойства, а магнитные свойства детали начинают уменьшаться после достижения ее рабочей поверхностью температуры Кюри, так как фронт температуры Кюри начинает перемеп;аться в глубь детали. Вследствие того, что сила, с которой деталь притягивается k сердечнику, зависит от расстояния между его опорной поверхностью и фронтом температуры Кюри, величина усилия, действующего на порошковый слой, будет уменьшаться. После достижения температуры спекания и соответствующей выдержки При этой температуре источник нагрева отключают и детальохлаждается. При охлаждении происходит обратный процесс: магнитные свойства детали повышаются, фронт температуры Кюри приближается к опорной поверхности сердечника и подпрессовывающее усилие увеличивается. После охлаждения деталь снимают и при необходимости подвергают последующей термообработке. Наличие жесткой связи сердечника электромагнита с катушкой и создание переменного давления за счет нагрева детали, а не сердечника, упрощает конструкцию устройства и технологию процесса, так как отпадает необходимость в охлаждении сердечника и предварительной сборки его с деталью; позволяет повысить производительность устройства по сравнению с известным за счет сокращения времени, расходуемого на установку и съем детали; повышает надежность и стабильность работы вследствие отсутствия в устройстве механически перемещающихся частей. Формула изобретения Устройство для нанесения покрытия из металлического порошка на торцовые поверхности деталей, включаюшее источник нагрева и электромагнит, отличаюшеес я тем, что, с целью повышения производительности .процесса за счет сокрашения ремени на установление и съем детали, ердечник электромагнита жестко соединен его катушкой и выполнен из материала температурой Кюри, отвечающей услоию КС СП КД де Ткс-температура Кюри материала сердечника; Гкд-температура Кюри материала детали; 7сп-температура спекания наносимого порошка. Источники информации, принятые во внимание при экспертизе 1.Дорожкин Н. Н. Упрочнение и восстаовление деталей машип металлическими орошками. Минск, «Наука и техника, 975, с. 117, рис. 28. 2.Авторское свидетельство СССР о заявке № 2547970/22-02, кл. В 22F 7/08 977.
Аегпййь
Порошок
//jT // / / ////// ////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий из металлических порошков на торцевые поверхности детали | 1977 |
|
SU737132A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Устройство для нанесения покрытий из металлического порошка на торцевые поверхности | 1980 |
|
SU1018806A1 |
| Способ нанесения металлических покрытий на поверхности деталей | 1991 |
|
SU1803472A1 |
| Способ получения покрытий из ме-ТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU804208A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Установка для закалки в электролите деталей | 1977 |
|
SU675079A1 |
| Электрод-пуансон для нанесения покрытий из порошка электроконтактным нагревом | 1986 |
|
SU1398989A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| Способ нанесения порошковых покрытий на наружные поверхности изделий | 1984 |
|
SU1556816A1 |

