Ферромагнитный лорошо/f
со
1Г 00
со
00
со
Vti W Wr№ .. «W
;ЙЙ;; 1 Г
1|-. -..I... 11 и
I
ОММ(|1п|ИИ
e/77ff/fb
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| Устройство для нанесения покрытия из металлического порошка на изделие | 1983 |
|
SU1088885A1 |
| Установка для нанесения покрытий из металлических порошков на сферические изделия | 1986 |
|
SU1404180A1 |
| Способ нанесения порошковых покрытий на поверхность деталей | 1986 |
|
SU1411102A1 |
| Способ получения покрытий из металлических порошков на поверхностях длинномерных деталей | 1983 |
|
SU1144820A1 |
| СПОСОБ ТЕРМИЧЕСКОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ | 2003 |
|
RU2242535C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ нанесения покрытий из металлического порошка | 1982 |
|
SU1013100A1 |
| Способ нанесения покрытий методом электроконтактного припекания | 1982 |
|
SU1087285A1 |
| Способ электроконтактной наплавки порошка | 1985 |
|
SU1310147A1 |
Изобретение относится к устройствам для нанесения покрытий из ферромагнитных порошков преимущественно на детали типа сит методом электрЬ- контактного нагрева. Целью изобретения является повышение качества покрытий. На катушку 3 электромагнита подают напряжение, при этом ферромагнитный порошок прилипает к торцу электрода-пуансона I. Электрод прижимают к детали, обесточивают электромагнит и включают ток припекания. . Предотвращается стекание порошка под действием гравитационных сил и вибрации, повышается плотность и твердость и снижается пористость покрытия. I ил., 1 табл. g а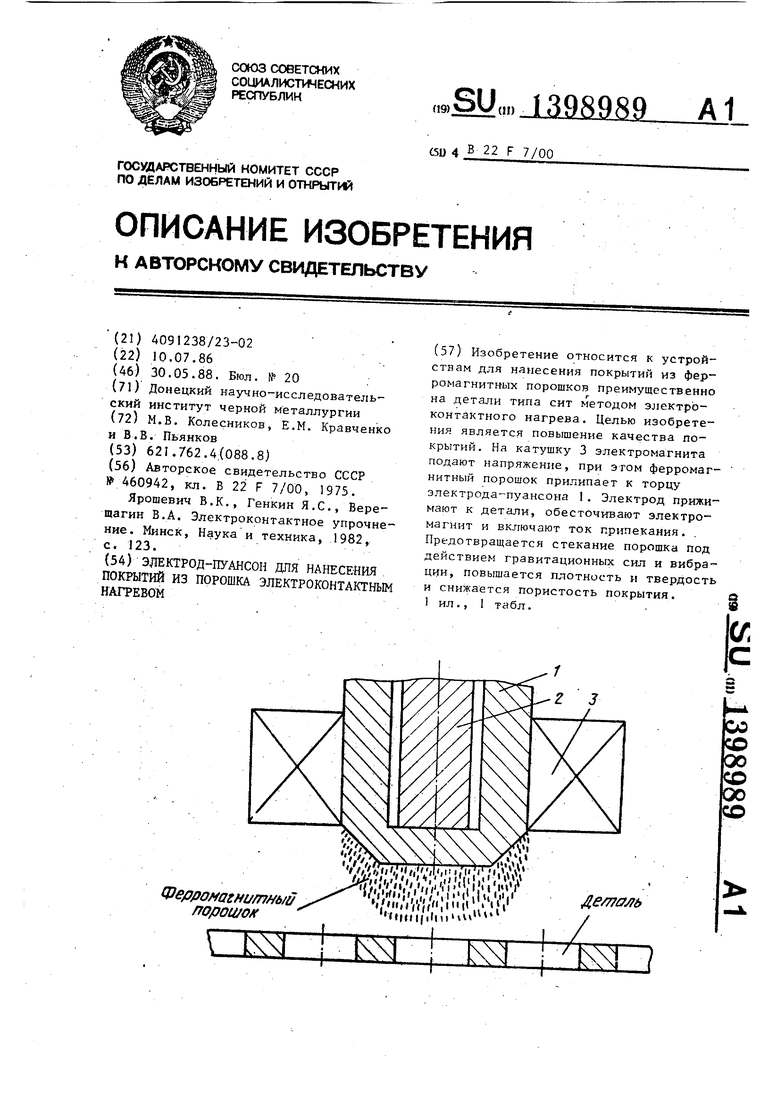
NN
1
10
применением пуансона том.
Сравнительный ана шение плотности и тв пористости покрытия, применением пуансона том. Измерения прово сти упрочненного кол родности твердости и рого по длине окружн градусах.
Свойства покрытий вестным и предлагаем
11398989
Изобретение относится к порошковой металлургии, в частности, к устройствам для нанесения покрытий из ферромагнитных порошков на рабочие поверхности деталей, преимущественно типа сит методом электроконтактного нагрева, и может быть использовано сля упрочнения рабочих поверхностей деталей.
Целью изобретения является повышение качества покрытий.
На чертеже представлено предлагаемое устройство.
Электрод-пуансон 1 выполнен водо- приведены в таблице. охлаждаемым из медного сплава. В его полости размещен сердечник 2 электромагнита, а катушка 3 электромагнита охватывает электрод-пуансон 1.
Электрод-пуансон рс1ботает следую- 20 образом.
В исходном состоянии электрод на- х дится в верхнем положении. На ка- т-ушку 3 электромагнита подают напряжение, а к торцу электрода-пуансона 1 ферромагнитный по1)ошок, который прилипает к нему под воздействием, магнитного поля. Электрод перемещают в нижнее положение и прижимают к де- тали с необходимым усдаием, обесточи-; JQ нитом) вают электромагнит и включают ток припекания. После окончания процесса спекания электрод возвращают в исходное состояние.
благодаря тому, что индукция маг25
35
Предлагаемый элект ет повьш1ение однородн и твердости и снижени покрытия, а также пов
нитного ПОЛЯ одинакова по периметру торца.пуансона, порошок прилипает
к последнему равномерным слоем, кроме Формула изобретения
того, исчезает стекание порошка
40
под действием гравитационных сил и вибрации и значительно снижается под воздействием прижимного усилия электрода,, что обеспечивает повышение плот- Ностн и твердости покрытия и их стабилизации .ДС
Образцы штампованных сит с шириной перегородки 8-10 мм и диаметром отверстий 10 мм, изготовленные из стали марки СтЗ, подвергались поверхностному упрочнению по известной схеме и
Редактор А. Долинич
Электрод-пуансон для нанесения. по-; крытий из порошка электроконтактным нагревом преимущественно на детали типа СИТ-, выполненный с возможностью вертикального перемещения, отличающийся тем, что, с целью првьш1ения качества покрытий, он снабжен электромагнитом и выполнен-полым,, при этом сердечник электромагнита размещён в полости электрода-пуансона, а катушка охватывает последний.
Составитель А, Туманов
Техред.М Дидмк Корректор И. Муска
применением пуансона с электромагнитом.
Сравнительный анализ показал повышение плотности и твердости, снижение пористости покрытия, полученного с применением пуансона с электромагнитом. Измерения проводили по окружности упрочненного кольца, зона однородности твердости и пористости которого по длине окружности выражена в градусах.
Свойства покрытий, нанесенных известным и предлагаемым электродами,
нитом)
Предлагаемый электрод обеспечивает повьш1ение однородности, плотности и твердости и снижение пористости покрытия, а также повьшение стабилизации свойств.
| Способ ннанесения спеченный покрытий | 1972 |
|
SU460942A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Ярошевич В.К., Генкин Я.С., Верещагин В.А | |||
| Электроконтактное упрочнение | |||
| Минск, Наука и техника, 1982, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
