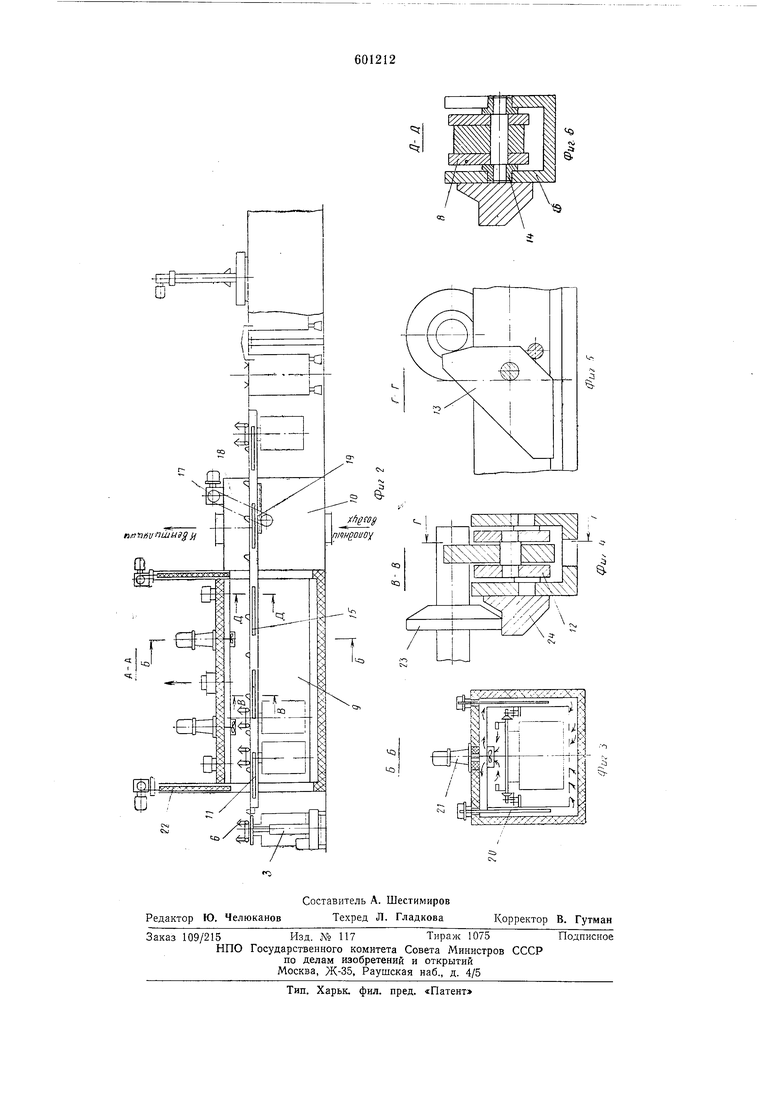
чающие два толкателя 12, имеющие возможность совершать возвратио-постулательное движение, кото,рые снабжены кулачка ми 13. Толкатели (ПерембЩ|аются на капках 14 по пазам 15 направляющих 16 и приводятся в движение от привода /7 через цепные 18 и реечНые 19 передачи. Печь о-безводораживания имеет электрический нагрев. Она оборудована нагревателями 20, осевыми вентиляторами 21. С торцав KaiMepa снабжена поднимающимися ствОр,ка1Ми 22. Все ва-нны линии обслуживаются автоО|ператором 5.
Подвеска представляет С0|бой сварную :раму из труб, на «Онцах которых закреплены подвижные коничеакие диски 23, которые выполняют роль ориентирующих упоров гари переносе лодвесок автооператором с позиции на позицию н роль .катков «при :п&ремещввии подзесок 6 толкателем 12 в печи обезводоражнвайия по на1пра.зляющ м 24.
Линия сна1бжена загрузочной и разгрузочной позициями и «о.мандоа1П1паратом («а чертеже не показан).
Линия ра-ботает следующим образом.
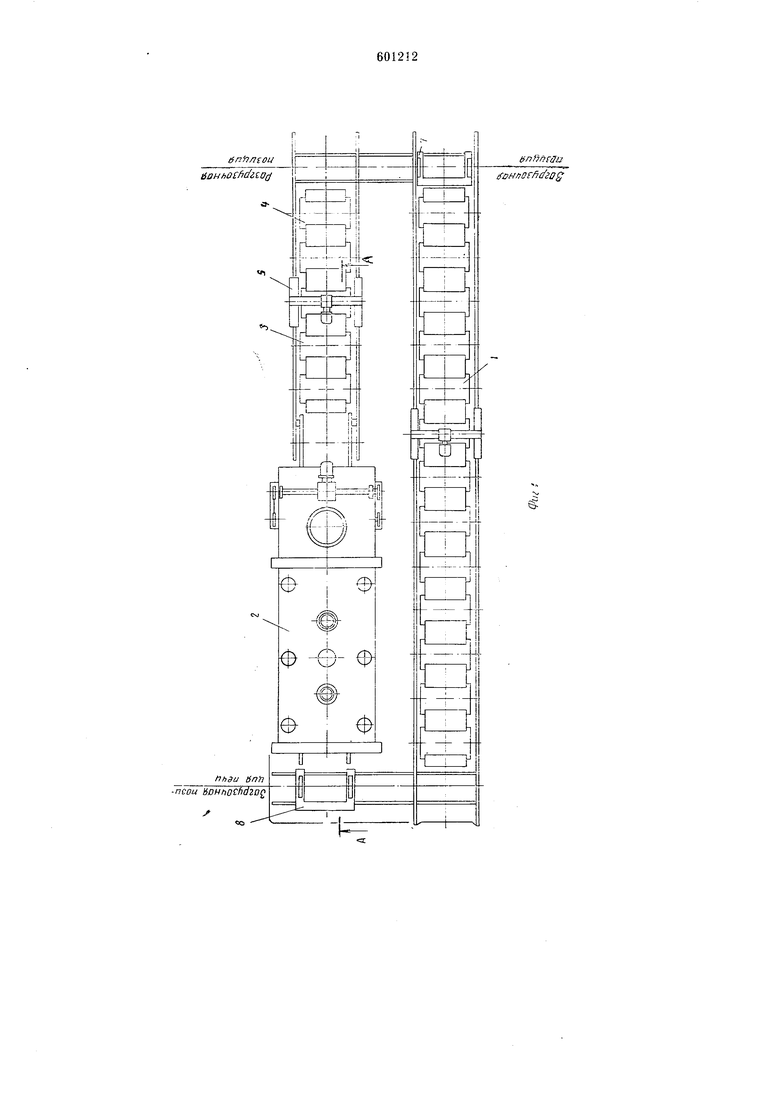
Обрабаты;ваемые изделия иа позиции загрузки монтируются на подвеске 6, установленной |На передаточной тележке 7. Подвеска с деталями при помощи автооператора 6 переносится в ванпы подготовительных операций и ванны / кадмирования.
По окончании собственно процесса кадмирования подвеска 6 с изделиями автоаператором 5 устанавливается на следующую передатО№ную тележку 8. При поающи -тележки подвеска передается на за:грузо:чную позицию цечи обезводО|ражива1Н.ия. При этом открываются створки 22 и щтанги толкателей 12 выдвигаются в положение захвата. При обратном ходе щтанги подвеска 6 заталкивается в нагревательную камеру 9 печи обезводораживания. При этом подвеска перемещается на дисках 23 по направляющим 24 толкателем 11. После окончания движения штанги толкателя створки 22 закрываются. В результате повторения 1выщеописаН1Нопо цикла подвеска прох-одит .ойвозь нагревательную 9, затем камеру охлаждения 10 и nocTjnaeT на передаточную позицию, откуда то,двеска 6 с изделиями забирается автооператором 5 для передачи ее на обработку в ваннах для проведения процесса пас€И1ва ЦИи и сушки в камере сущ.ки 4.
В предложенной автоматической Линии В1КЛЮ1чение печи обезводораживания исключает операцию по перегрузке изделий с подвесок на поддоны для отвозки их в печь обезводораживаиия, возврат их на линию и перегрузку с поддонов на подвески для дальнейщей обработки изделий на линии.
Выполнение печи обезводораживания проходной с размещенным на ее внутренних стенках толкающи.м механизмом обеспечивает возможность .перемещения изделий на тех же подвесках, на которых на линиях собственно кадмирования и пассивации они транспортируются при помощи а втоаператоров.
Таким образом, линия кадмиравания (цинкования) полностью автоматизирована, все технологическое оборудование объединено тралюпортирующими органами, исключается обслуживающий персонал по перегрузке изделий на поддоны, перевозке их к печи обезводораживания и обратно для дальнейшей обработки изделий на линии.
Формула изобретения
Автоматическая линия для химической и гальванической обработки изделий, включающая ряд ванн на участках кадмирования и пасси1вации, подвески, сущильные камеры, автоопер а то)ры и перегрузочные механизмы, отличающаяся тем, что, с целью упрощения процессов гальванической и химической обработки изделий, она снабжена печью обезводоражЕвания, размещенной между участками кадмирования и пассивации и выполнена в виде проходной камеры с размещенными внутри нее механизмами толкания подвесок, выполненпьши с подвижной и неподвижной частями, а подвескл выполнены в виде рам с шарнирно закрепленными коническими ди1сками.
Источники информации, принятые во внимание при ЭКапертизе:
1. Авторское свидетельство
Яо 342945, кл. В 05 С 3/02, 1971.
2. Операторные автоматические линии ти50 па АГ-24 для нанесения гальванических, химических и аяодизационных покрытий, «НТИЛППО, Авангард, 1967, с. 26.
-псои HDHhOfKoW
enfiftrffu

| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для гальванических линий | 1983 |
|
SU1138369A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Линия для нанесения гальванопокрытий | 1986 |
|
SU1397552A1 |
| Автоматическая линия для нанесения гальва-НичЕСКиХ пОКРыТий | 1979 |
|
SU836242A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Автооператор для гальванических линий | 1980 |
|
SU908716A1 |
| Линия для электролитической обработки металлических поверхностей | 1981 |
|
SU1129271A1 |
| Система управления многопроцессной линией гальванопокрытий | 1988 |
|
SU1534105A1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |