1
Изобретение относится к машиностроению и может найти применение на машиностроительных заводах, где производится обработка корпусных деталей, к которым предъявляются повышенные требования на точность пересечения или скрещивания осей обрабатываемых отверстий.
Известны способы обработки отверстий корпусных деталей с кратными углами между осями отверстий на станках с поворотным столом.
Предлагаемый способ отличается от известных тем, что корпуса устанавливают на поворотном столе так, что центры пересечения осей обрабатываемых отверстий лежат на пересечении окружности и радиусов, проведенных из центра стола через углы, равные наименьшему углу между осями растачиваемых отверстий и делящих суммарный угол между осями обрабатываемых отверстий пополам, а стол поворачивают на угол между радиусами и обрабатывают отверстия одновременно по всем разноименным осям параллельными щпинделями одного силового узла станка.
Этим достигается повышение производительности, снижение трудоемкости и -сохранение во времени технологической точности используемого оборудования.
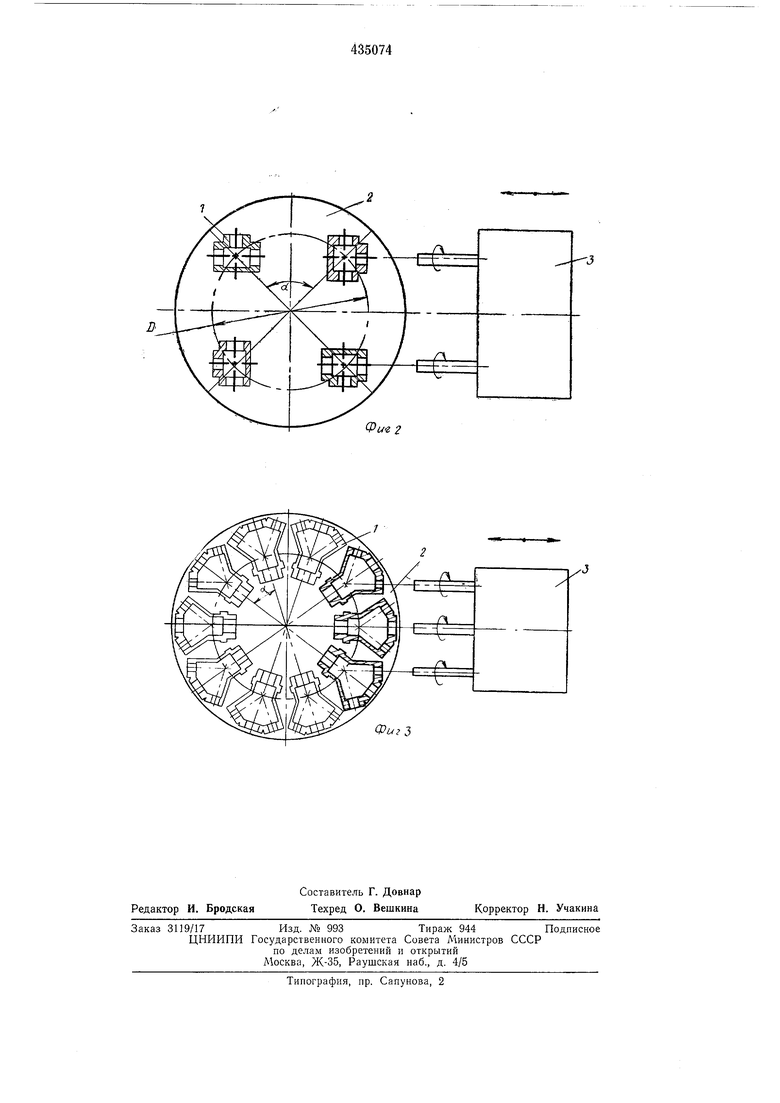
На фиг. 1 показана схема обработки корпуса с тремя обрабатываемыми отверстиями, оси которых пересекаются в одной точке и расположены под неравными, но кратными углами друг к другу; на фиг. 2 - схема обработки корпуса с двумя взаимно перпендикулярными осями обрабатываемых отверстий; на фиг. 3 - схема обработки корпуса с тремя обрабатываемыми отверстиями, оси которых
пересекаются в одной точке и расположены под равными углами друг к другу.
В любом случае корпуса устанавливают на поворотном столе так, чтобы центры пересечения осей обрабатываемых отверстий находились в точке пересечения окружности, центр которой совпадает с центром новоротного стола, и радиусов, проведенных из центра стола так, что углы между соседними радиусами равны наименьшему углу между осями
обрабатываемых отверстий, при атом радиус делит суммарный угол между осями обрабатываемых отверстий пополам.
Деталь 1 устанавливают и закрепляют на поворотном столе 2 в загрузочной позиции (фиг. 1, положение I). Стол 2 поворачивают на рабочую позицию на угол, равный наименьшему углу а между осями обрабатываемых отверстий и фиксируют в этом положении; деталь занимает положение П.
Силовой узел 3 перемещают вперед и обрабатывают отверстие по оси ОО.
Во время рабочего хода силового узла 3 на стол 2 в загрузочной позиции устанавливают следующую деталь.
После окончания обработки силовой узел 3 отводят в исходное положение и стол 2 поворачивают опять на угол а; при этом деталь из положения II переходит в положение П1, а вновь установленная деталь из положения I переходит в положение II.
Положение III в данном случае является холостой позицией.
Количество холостых позиций равно Х М-I, где М - число, показывающее во сколько раз больший угол между осями больше меньшего угла.
После очередного цикла, когда вновь установленная деталь обрабатывается по оси 00, деталь из положения III переходит в положение IV, а из положения II - в III. Деталь из положения I переходит в положение П и во время рабочего хода силового узла 3 обрабатываются одновременно: деталь в положении П - по оси 00 и деталь в положеНИИ IV по оси OiO.
После следующего цикла деталь из положения IV переходит в положение V, а остальные детали переходят в положение, как указано выше.
Во время очередного рабочего хода силового узла 3 и при дальнейшей работе обрабатывают одновременно корпуса по всем разноименным осям: детали, находящиеся в положении П, обрабатывают по оси ОО, детали, находящиеся в положении IV - по оси OiOi, детали, находящиеся в положении
V - по оси 02О2.
В положении I загружают следующую деталь, а положение III - холостая позиция, т. е. обработка всех отверстий производится одновременно, а время загрузки детали перекрывается машинным временем.
Когда угол между осями обрабатываемых отверстий равен 90° (фиг. 2), холостых позиций нет, а угол а поворота стола равен 90°.
Когда углы между осями обрабатываемых отверстий равны (фиг. 3), т. е. число X равно нулю, холостых позиций также нет, а угол поворота стола равен углу между осями соседних обрабатываемых отверстий.
Таким образом, обрабатывая корпуса по предлагаемому способу, получают возможность одновременной обработки всех отверстий по всем разноименным осям и загрузки детали во время рабочего хода силового узла, что значительно повышает производительность и снижает трудоемкость.
Обрабатывая одновременно все отверстия от одного силового узла параллельными шпинделями, получают высокую точность расположения осей обрабатываемых отверстий.
Нахождение параллельных шпинделей в корпусе одного силового узла обеспечивает сохранение технологической точности применяемого оборудования.
Предмет изобретения
Способ обработки отверстий корпусных деталей с кратными углами между осями отверстий на станках с поворотным столом, отличающийся тем, что, с целью повышения производительности, снижения трудоемкости и сохранения во времени технологической точности используемого оборудования, корпуса устанавливают на поворотном столе так, что центры пересечения осей обрабатываемых отверстий расположены на пересечении окружности и радиусов, проведенных из центра стола через углы, равные наименьшему углу между осями растачиваемых отверстий и делящих суммарный угол между осями обрабатываемых отверстий пополам, а стол поворачивают на угол между радиусами и обрабатывают отверстия одновременно по всем разноименным осям параллельными шпинделями одного силового узла станка.
Фи-г 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК ДЛЯ ПРОТЯГИВАНИЯ ПРОФИЛЬНЫХ ОТВЕРСТИЙ | 1973 |
|
SU396207A1 |
| Способ групповой обработки отверстий многошпиндельной головкой | 1986 |
|
SU1362568A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ параллельно-последовательной обработки отверстий в кольцевых деталях на многошпиндельных многопозиционных станках с круглым столом | 1959 |
|
SU124273A1 |
| ПАТЕИТМ- ч л 5 11 iI *'— i"^ ТЛНаЧЕСЕАв ^""^ •I | 1970 |
|
SU262593A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Агрегатный станок | 1986 |
|
SU1335422A1 |
| Металлорежущий станок для обработки деталей с двух сторон | 1990 |
|
SU1787704A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |