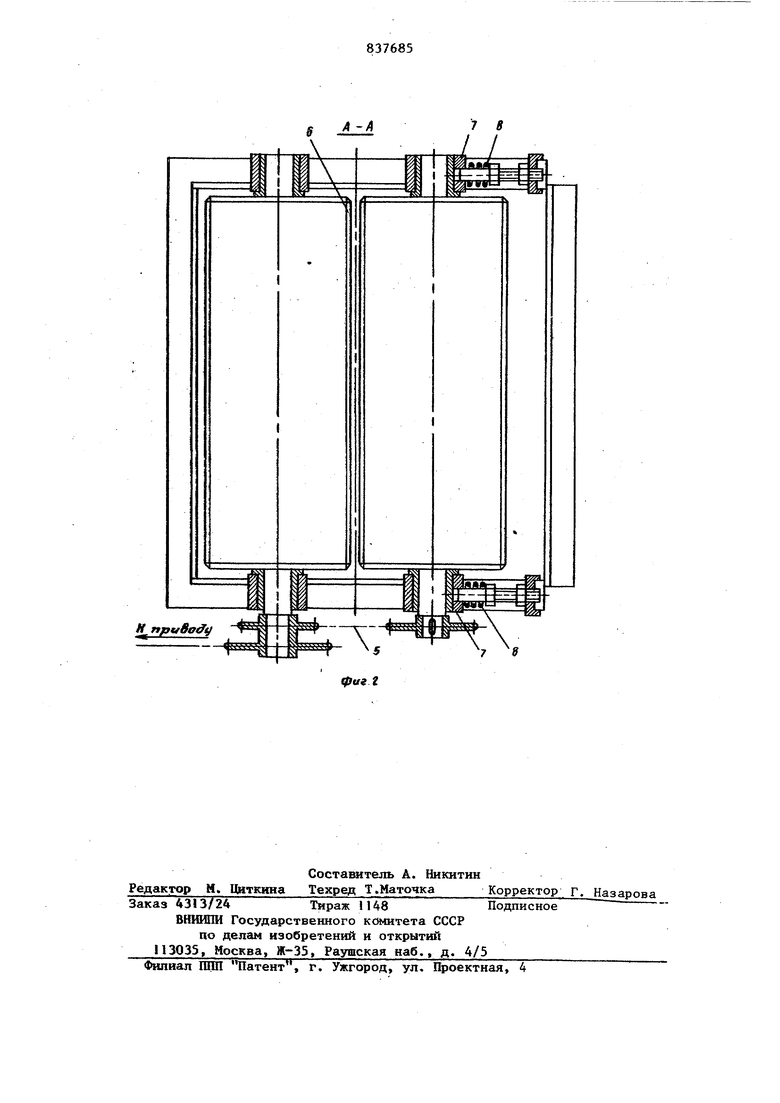
38 поштучной выдачи электродов и механиз очистки электродов, вьтолненный в виде валков 4 грубой счистки, связанных между собой цепной передачей 5, смонтированных с возможностью йращения в одном направлении с разной угловой скоростью и имеющих на рабочей поверх ности винтовую канавку 6, служащую для улучшения контакта с поверхностью обрабатываемого электрода и размещени в ее пазах раздавленной обмазки, один из которых является подвижным в горизонтальной плоскости, подшипники 7 которого подпружинены тарельчатыми пружинами 8. Это позволяет обрабатывать электроды различного диаметра без поднастройки зазора между рабочи поверхностями валков 4. Устройство также содержит ловитель 9, выравниватели 10 и направляющие рейки П. Механизм очистки электродов также содержит пару валков 12 тонкой очистки стержней от оставшейся обмазки, смонтированных на той же станине 1, связанных между собой приводом один из которых снабжен эксцентричными дисками 13 служащими для придания стержням, находящимся в бункере, колебательного движения, другой снабжен концентричными дисками 14, служащими для придания стержням вращательного и горизонтального движений. Валики тонкой очистки размещены в корпусе 15 со шторкой 16, служащей для перекрытия отверстия в корпусе, через которое поступают очищенные стержни.Устройство также содержит бункер 17 для накопления очищенных стержней и бункеры 18 для сбора обмазки после грубой и тонкой очистки. Корпус 15 вьтолнен с бункером 19. Работа устройства осуществляется следующим образом. Бракованные электроды загружаются в бункер 2 механизма 3 поштучной выдачи электродов, откуда они подаются в механизм очистки. Попадая между вал ками 4 грубой очистки, электроды за счет силы трения захватываются, прок тьшаются между ними, и за счет силы давления тарельчатых пружин 8 обмазка скалывается со стержней электродов, которые затем попадают в ловитель 9 и через отверстие в его передней стенке попадают на наклонные направляющие рейки 11, прокатываясь по которым, они ориентируются выравнивателями 10 и попадают в бункер 19 валков 12 тонкой очистки стержней, где они очищаются от оставшейся обмазки за счет трения друг о друга, накапливаясь до заполнения бункера. Затем поднимается шторка 16, открывая окно в корпусе 15 для выхода очищенных стержней, которые затем поступают в бункер 17. В дальнейшем поступление стержней после грубой очистки к вашикам тонкой очистки и выход очищенных стержней происходит одновременно. Предлагаемая конструкция устройства позволяет повысить производительность обработки электродов в 15-20 раз, а также улучшить качество их очистки. Формула изобретения Устройство для снятия обмазки с .прокаленных электродов, содержащее (станину с закрепленными на ней последовательно бункером электродов, механизмом поштучной выдачи электродов и механизмом их очистки, отличающееся тем, что, с целью по вышения производительности и.улучшения качества очистки, механизм очистки электродов выполнен в виде подпружиненных друг к другу валков грубой очистки с винтовыми канавками на рабочих поверхностях, смонтированных с возможностью вращения в одном направлении и с разной угловой скоростью, и размещенных по ходу обработки электродов за валками пары валков тонкой очистки, на одном из которых смонтированы эксцентричные, а на втором - концентричные диски. Источники информации, принятые во внимание при экспертизе 1 . Авторское свидетельство СССР № 155587, кл. В 23 К 9/00, 30.03.62.
А-А
Н npuBodt/ Т
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| УСТРОЙСТВО ДЛЯ ЗАОСТРЕНИЯ СТЕРЖНЕЙ | 2015 |
|
RU2590739C1 |
| УСТАНОВКА КОНТРОЛЯ КАЧЕСТВА СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1997 |
|
RU2125928C1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Роторный автомат питания | 1979 |
|
SU891323A1 |
| АВТОМАТ ДЛЯ ЗАЧИСТКИ ГРАТА У ПРЕССОВАННЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1966 |
|
SU179907A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Станок для маркировки изделий типа стержней | 1972 |
|
SU568477A1 |