(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ЗАГОТОВОК НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ
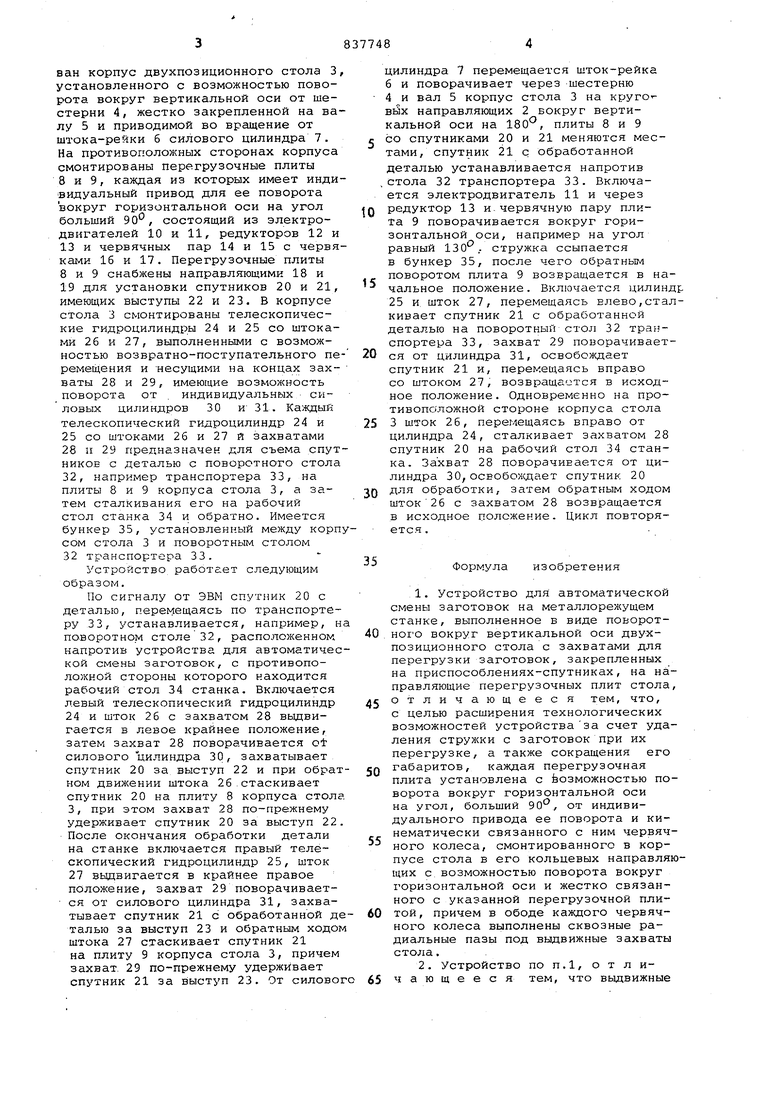
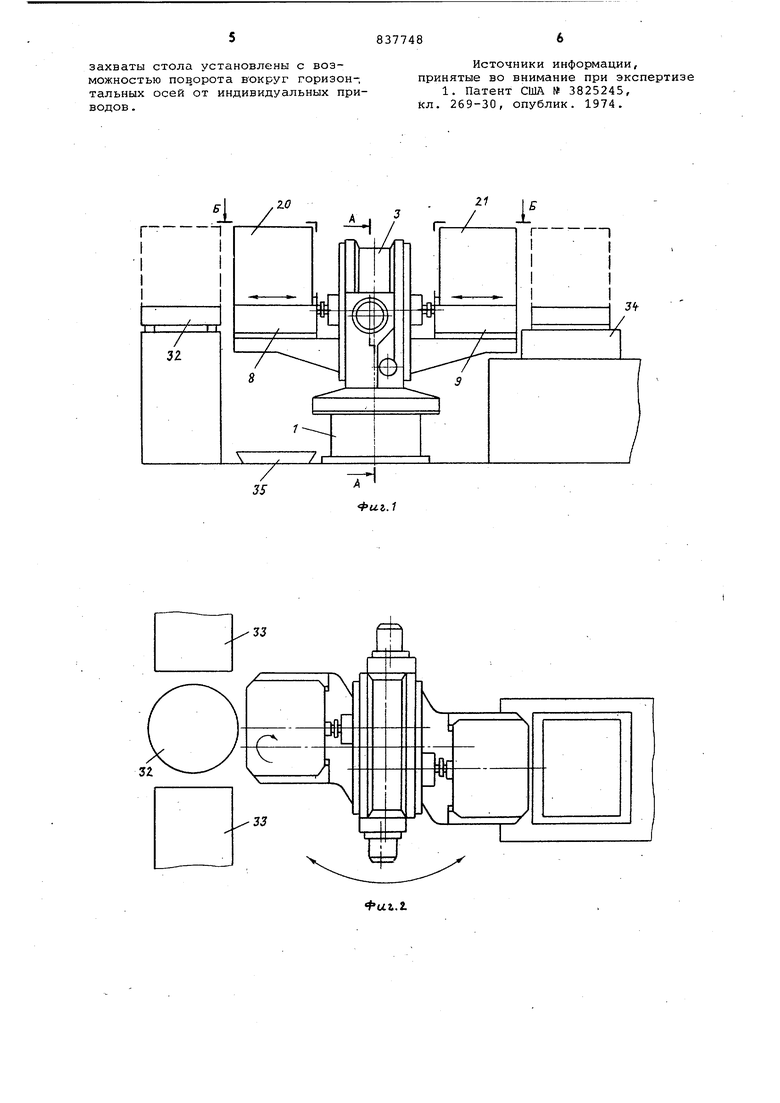
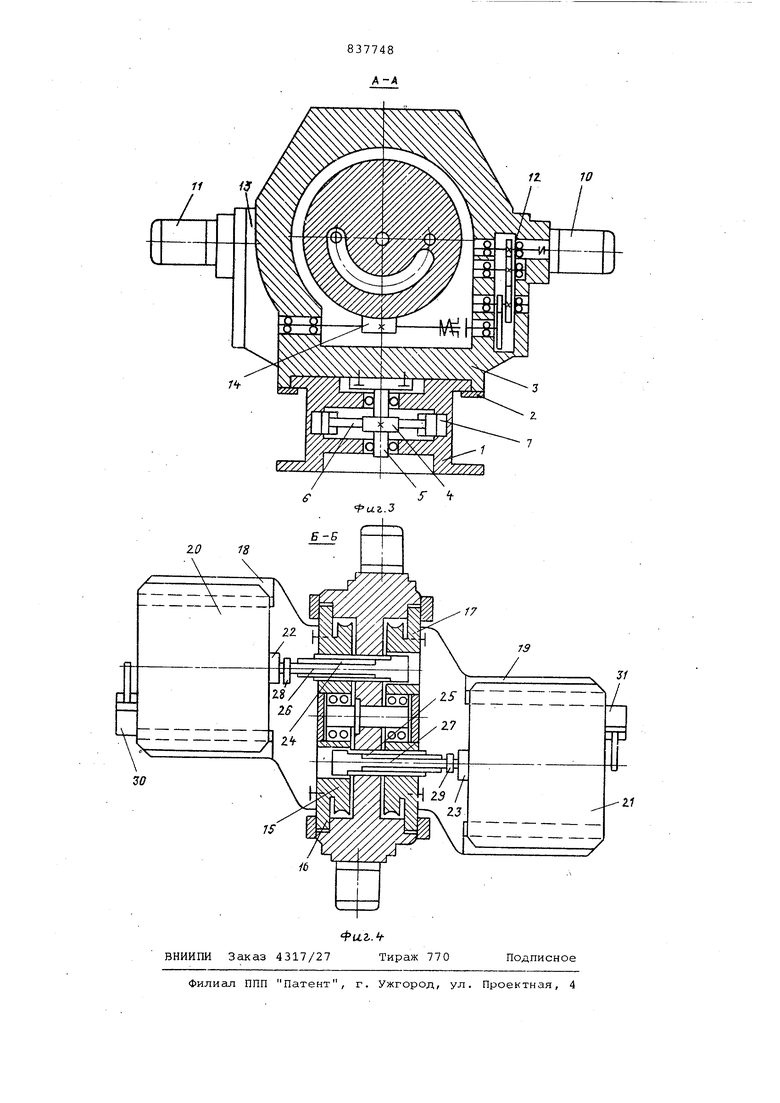
ван корпус двухпозиционного стола 3 установленного с возможностью поворота вокруг вертикальной оси от шестерни 4, жестко закрепленной на валу 5 и приводимой во вращение от штока-рейки 6 силового цилиндра 7. На противоположных сторонах корпуса смонтированы перегрузочные плиты В и 9, каждая из которых имеет индивидуальный привод для ее поворота вокруг горизонтальной оси на угол больший , состоящий из электродвигателей 10 и 11, редукторов 12 и 13 и червячных пар 14 и 15 с червяками 16 и 17. Перегрузочные плиты 8 и 9 снабжены направляющими 18 и 19 для установки спутников 20 и 21, имеющих выступы 22 и 23. В корпусе стола 3 смонтированы телескопические гидроцилиндры 24 и 25 со штоками 26 и 27, выполненными с возможностью возвратно-поступательного перемещения и несущими на концах захваты 28 и 29, имеющие возможность поворота от , индивидуальных силовых цилиндров 30 и 31. телескопический гидроцилиндр 24 и 25 со штоками 26 и 27 и захватами 28 и 29 предназначен для съема спутников с деталью с поворотного стола 32, например транспортера 33, на плиты 8 и 9 корпуса стола 3, а затем сталкивания его на рабочий стол станка 34 и обратно. Имеется бункер 35, установленный между корпсом стола 3 и поворотным столом 32 транспортера 33.
Устройство работает следующим образом.
По сигналу от ЭВМ спутник 20 с деталью, перемещаясь по транспортеру 33, устанавливается, например, н поворотном столе 32, расположенном напротив устройства для автоматической смены заготовок, с противоположной стороны которого находится рабочий стол 34 станка. Включается левый телескопический гидроцилиндр 24 и шток 26 с захватом 28 выдвигается в левое крайнее положение, затем захват 28 поворачивается ot силового цилиндра 30, захватывает спутник 20 за выступ 22 и при обратном движении штока 26 . стаскивает спутник 20 на плиту 8 корпуса стола 3, при этом захват 28 по-прежнему удерживает спутник 20 за выступ 22. После окончания обработки детали на станке включается правый телескопический гидроцилиндр 25, шток 27 выдвигается в крайнее правое положение, захват 29 поворачивается от силового цилиндра 31, захватывает спутник 21 с обработанной деталью за выступ 23 и обратным ходом штока 27 стаскивает спутник 21 на плиту 9 корпуса стола 3, причем захват, 29 по-прежнему удерживает спутник 21 за выступ 23. От силовог
цилиндра 7 перемещается шток-рейка 6 и поворачивает через шестерню 4 и вал 5 корпус стола 3 на круго вых направляющих 2 вокруг вертикальной оси на , плиты 8 и 9 г со спутниками 20 и 21 меняются местами, спутник 21 с обработанной деталью устанавливается напротив ,стола 32 транспортера 33. Включается электродвигатель 11 и через
Q редуктор 13 и.червячную пару плита 9 поворачивается вокруг горизонтальной оси, например на угол равный 130 .. стружка ссыпается в бункер 35, после чего обратным поворотом плита 9 возвращается в начальное положение. Включается цилиндр 25 и, шток 27, перемещаясь влево,сталкивает спутник 21 с обработанной деталью на поворотный стол 32 транспортера 33, захват 29 поворачивается от цилиндра 31, освобождает спутник 21 и, перемещаясь вправо со штоком 27, возвращается в исходное положение. Одновременно на противоположной стороне корпуса стола
5 3 шток 26, перемещаясь вправо от
цилиндра 24, сталкивает захватом 28 спутник 20 на рабочий стол 34 станка. Захват 28 поворачивается от цилиндра 30, освобохсдает спутник 20
Q для обработки, затем обратным ходом шток26 с захватом 28 возвращается в исходное положение. Цикл повторяется .
Формула изобретения
1.Устройство для автоматической смены заготовок на металлорежущем станке, выполненное в виде поворот, HOiO вокруг вертикальной оси двухпозиционного стола с захватами для перегрузки заготовок, закрепленных на приспособлениях-спутниках, на направляющие перегрузочных плит стола,
отличающееся тем, что, с целью расширения технологических возможностей устройстваза счет удаления стружки с заготовок при их перегрузке, а также сокращения его
габаритов, каждая перегрузочная
плита установлена с возможностью поворота вокруг горизонтальной оси на угол, больший , от индивидуального привода ее поворота и кинематически связанного с ним червячного колеса, смонтированного в корпусе стола в его кольцевых направляющих с возможностью поворота вокруг горизонтальной оси и жестко связанного с указанной перегрузочной плитой, причем в ободе каждого червячного колеса выполнены сквозные радиальные пазы под выдвижные захваты стола.
2.Устройство по П.1, о т л ичающееся тем, что вьщвижные
захваты стола установлены с возможностью поворота вокруг горизонтальных осей от индивидуальных приводов .
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3825245, кл. 269-30, опублик. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1986 |
|
SU1400851A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| Автоматическая линия | 1975 |
|
SU663547A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2024382C1 |
| Манипулятор | 1974 |
|
SU547336A1 |
| Многоцелевой станок | 1981 |
|
SU1036490A1 |
21
/
