(54) ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК С ЧИСЛОВЫМ ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
38
перехода с черновой на чистовую обработку, выхаживания и т.д.
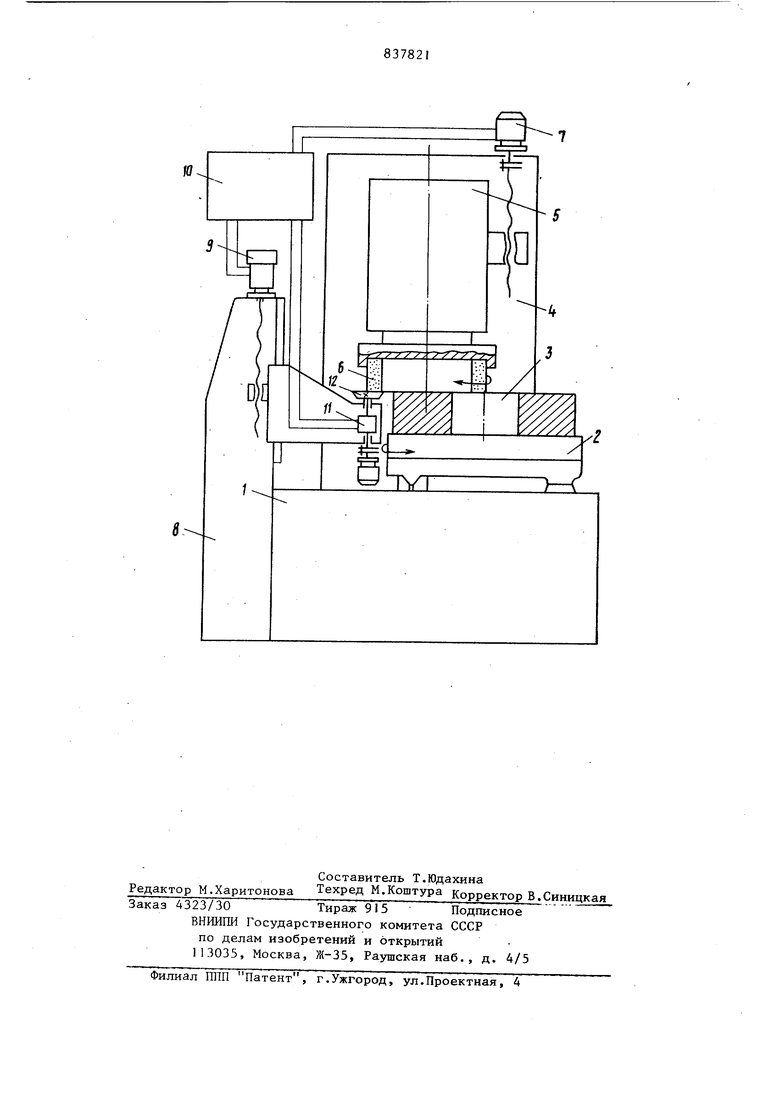
Затем включается привод 7 подачи круга. Круг 6 перемещается к изделию 3 до контакта с алмазом, находящимся в первом (по циклу)положении. При этом срабатывает устройство наличия контакта круга 6 с алмазом и вьщает команду в ЧПУ 10 и станок. При этом происходит первая правка круга, по окончании которой алмаз переходит в следующую позицию (например, в координату чистового припуска) , а привод 7 подачи круга 6 переходит на следующий режим обработки. По достижении кромкой круга 6, следующей по циклу позиции (например координаты чистового припуска), в которой стоит алмаз, снова срабатывает устройство П. Происходит вторая прав ка после чего алмаз уходит в следующую позицию (например, в координату окончательного размера изделия), а привод 7 подачи круга переключается на чистовую подачу. По достижении кромкой круга алмаза, т.е. координаты окончательного размера изделия, србатывает устройство 11 и происходит чистовое выхаживание либо окончание обработки.
Благодаря такому циклу работы исключается необходимость промежуточных контрольных промеров изделия и обеспечивается возможность применения
однокоординатной системы управления вместо двухкоординатной.
Формула изобретения
ПлоскОпшифовальный станок с числовым программным управлением, содержащий круглый вращающийся стол, вертикальный шпиндель со шлифовальным кругом, работающим своим торцом, устройство управления перемещениями шлифовального круга и программируемое устройство правки, причем инструмент для правки, например алмаз, расположен вне зоны резания со стороны круга, обращенной к изделию, отличающ и и с я тем, что, с целью упрощения конструкции станка, система управления станком снабжена устройством контроля наличия контакта круга с алмазом и однокоординатным устройством числового программного управления позиционированием алмаза в положениях, соответствующих окончательному размеру изделия, а также в положениях промежуточных точек с началом отсчета от рабочей поверхности стола.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 4020331, кл. 235-151, опублик.1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Устройство для шлифования | 1981 |
|
SU1024245A1 |