Изобретение относится к станко-строению, применимо на плоскошлифовальных станках с круглым столом и вертикальным шпинделем с числовым программным управлением.
По основному авт. св. №837821 известен плоскошлифовальный станок с числовым программным управлением (ЧПУ), содержащий круглый вращающийся стол, вертикальный шпиндель со шлифовальным кругом, работающим своим торцом, устройство управления перемещениями шлифовальногб круга и программируемое устройство правки, инструмент для правки, например, алмаз, расположенный вне зоны резания и находящийся со стороны круга, обращенной к изделию,
В станке система ЧПУ выполнена однокоординатной и содержит программу позиционирования инструмента для правки, например алмаза, в положениях, соответствующих размерам заготовки, чернового, чистового припусков и окончательного размера изделия, а также устройство контроля контакта круга с алмазом, свя- занное с системой управления режи-. мами обработки.
. nfiH эксплуатации станка управление ускоренными перемещениями
, шпиндельной бабки, переходами с ус коренного хода.на форсированную . подачу и с форсированной на рабочую осуществляется вручную, что приводит к низкой производительности. Кроме того, не учитывался износ шлифовальнрго круга,
. Цель изобретения - повышение производительности станка путем автоматизации ускоренных перемещений шпиндельной бабки с учетом износа шлифовального круга.
Указанная цель достигается тем, что на шпиндельной бабке установлен упор, а на устройстве для правки направляющий шток, на котором расположена подпружиненная втулка, снабженная управляемым, например, от элетромагнита тормозньюл устройством ОДностороннего действия и подпружиненным стержнем-упором который свяйан с двумя конечными выключателями, например, низковольтными упорами переключения с ускоренного хода на форсиройанную подачу и с форсированной- на рабочую, причем первый из
,них выполнен жёстким, а второй поД пружинен с регулируемой величиной хода.
На фиг. 1 изображена блок-схема станка с ЧПУ} на фиг. 2 - разрез А-А на фиг. 1,
На, станине станка 1 установлен стол 2 с деталью 3,,На колонне 4 подвижно установлена.шпиндельная .бабка 5 со шлифовальным кругом б
и приводом 7 ее вертикального перемещения. Устройство 8 для правки имеет привод 9, связанный с системой 10 ЧПУ,
Датчик 11 касания круга б с инструментом для правки-алмазом 12 служит для выдачи команд сийтеме Ю ЧПУ, На шпиндельной бабке 5 установлен упор 13, а на устройстве 8 для правки - направляющий шток 14, на которо расположена втулка 15 с пружиной 16, снабженная управляемым от электромагнита 17 тормозным устройством 18 одностороннего действия и стержнемупором 19 с пружиной 20, который рвязан с низковольными упорами: жестким 21 и подпружиненным 22 с регулируемой величиной хода.
Станок работает следующим образом
Упор 13 воздействует на втулку 15с пружиной 16, Шариковое тормозное устройство 18 позволяет втулке 15 под действием упора 13 перемещаться вниз, сжимая пружину 16, При отходе упора 13 втулка 15 остается на месте
Так как торец шлифовального- круга 6 непрерывно изнашиваете, шпиндельная бабка 5 при каждом последующем цикле обработки опускается на величину износа шлифовгшьного круга 6, Эта величина запоминается положением втулки 15.
Для возможности подвода шпиндельной бабки 5 к детали 3 на скорости ускоренных перемещений втулка 15, снабжена стержнем-упором 19 с пру-. ,жиной 20, который воздействует на низковольтные упоры - жесткий 21 и подпружиненный 22.
Упор 13 может действовать одновременно на втулку 15 и на стержень-упор 19,
Во время ускоренного перемещения торец шлифовального круга 6 находится выше поверхности детали Зу 15 и стержень-упор 19 в положении, соответствующем крайнему нижнему положению шпиндельной бабки 5 в предыдущем цикле обработки.
Шпиндельная бабка 5 перемещается вниз со скоростью ускоренного хода, ее упор 13 касается .стержня-упора 19 и отводит его от низковольтного пора 21, выдавая электрической сигнал, который переключает : шпиндельную бабку 5 на фсфсированную вертикальную подачу.
Низковольтный упор 22 следует за стержнем-упором 19 на регулируемую величину, после чего останавливается, а стержень-упор 19, продолжая перемещение, размокает контакт между ним и низковольтным упором 22. Происходит переключение скорости шпиндельной бабки 5 с форсированной подачи на рабочую. В этот момент упор 13 касается втулки 15 и перемещает ее вниз на всю величину своего
перемещения, торец шлифовального круга 6 касается алмаза 12.
Использование изобретения позволит повысить производительность
станка путем автоматизации ускоренных пэремешений шпиндельной бабки с учетом износа шлифовгльного круга.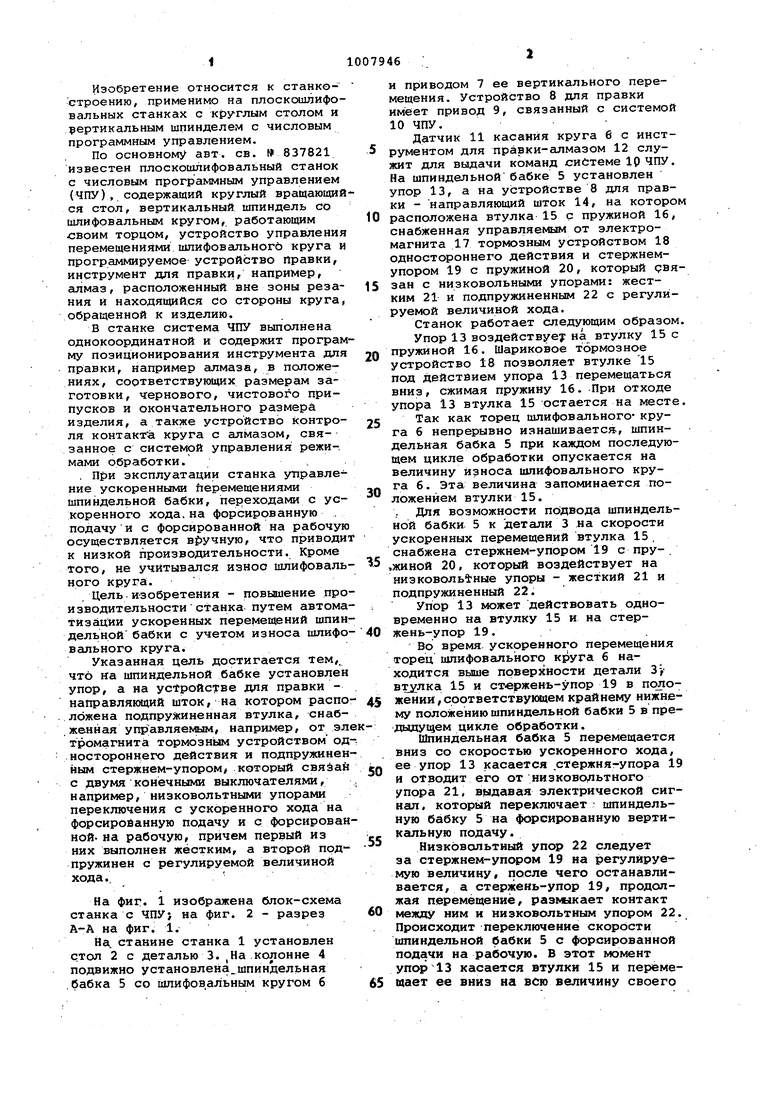
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскошлифовальный станок с числовым программным управлением | 1983 |
|
SU1180249A1 |
| Шлифовальный станок | 1983 |
|
SU1114525A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Устройство для очистки стола плоскошлифовального станка | 1990 |
|
SU1764946A1 |
| Плоскошлифовальный станок с число-ВыМ пРОгРАММНыМ упРАВлЕНиЕМ | 1979 |
|
SU837821A1 |
| Устройство для шлифования | 1981 |
|
SU1024245A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164426A1 |
ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ по авт. св. 837821, отличающийся тем, что, с целью повышения производительности станка за счет автоматизации ускоренных перемещений шпиндельной бабки с учетом износа шлифовального круга, шпиндельная бабка снабжена упором, а устройство для правки - напра вляющим штоком и подпружиненной.втулкой с управляемым тормозом одностороннего действия И подпружиненным стержнем с двумя конечными выключателями, при этом втулка смонтирована на штоке, а стержень на втулке с возможностью осевых перемещений, упор закреплен с возможностью воздействия на втулку и стержень, а.конечные выключатели выполнены один жестким, а второй - подпружиненным. -. . 2. Плобкошлифовальный станок i О) по п.1, отличающийся Тем, что управление тормозом выполнено от введенного в устройство электромагнита, закрепленного на , С втулке. , / QO 4 О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двторское свидетельство СССР , кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
