1
Изобретение относится к неразрушащим испытаниям, а точнее к устройствам для ультразвукового контроля границы раздела жидкой и твердой фаз непрерывнолитных металлических заготовок .
Известны устройства для ультразвукового контроля горячего металла, ; имеющие излучатель и приемник ультразвуковых колебаний Сдатчики) fl .
Однако так как непосредственный контакт датчиков с поверхностью го рячего объекта невозможен из-за весма низкой температурной границы их работоспособности, между датчикс1ми и поверхностью изделия установлено промежуточное охлаждаемое тело-звукопровод. Поскольку даже небольшой воздушный зазор между звукопроводом и испытуемым изделием препятствует прохождению ультразвуковых колебани зазор заполнен контактной жидкостью (водой, маслом, расплавом металлов или солей). В случае использования контактной жидкости с температурой кипения ниже температуры контролируемого объекта (.например воды акустическая связь звукопроводов с изделием может быть нарушена.
Наиболее близким к изобретению по технической сущности является устройство для ультразвукового контроля движущихся горячих металлических заготовок, содержащее раму, закрепленные на ней ультразвуковой излучатель, связанный с ним приемник с звукопроводами и силовые элементы, предназначенные для поджима звукопро0водов к заготовке 2.
Однако звукопроводы в известном устройстве выполнены в виде РО.ГШКОВ, которые необходимо охлаждать. Кроме
5 тоге, может быть нарушена акустическая связь звукопроводов с заготовкой из-за того, что отсутствует относительная неподвижность заготовки и роликов.
0
Цель изобретения - улучшение акустической связи путем обеспечения относительной неподвижности заготовки и звукопроводов.
5
Указанная цель достигается тем, что устройство снабжено направляющими, располагаепвлмн вдоль движущейся заготовки, в которых посредством роликов установлена рама, и связан0ным с рамой возвратным механизмом.
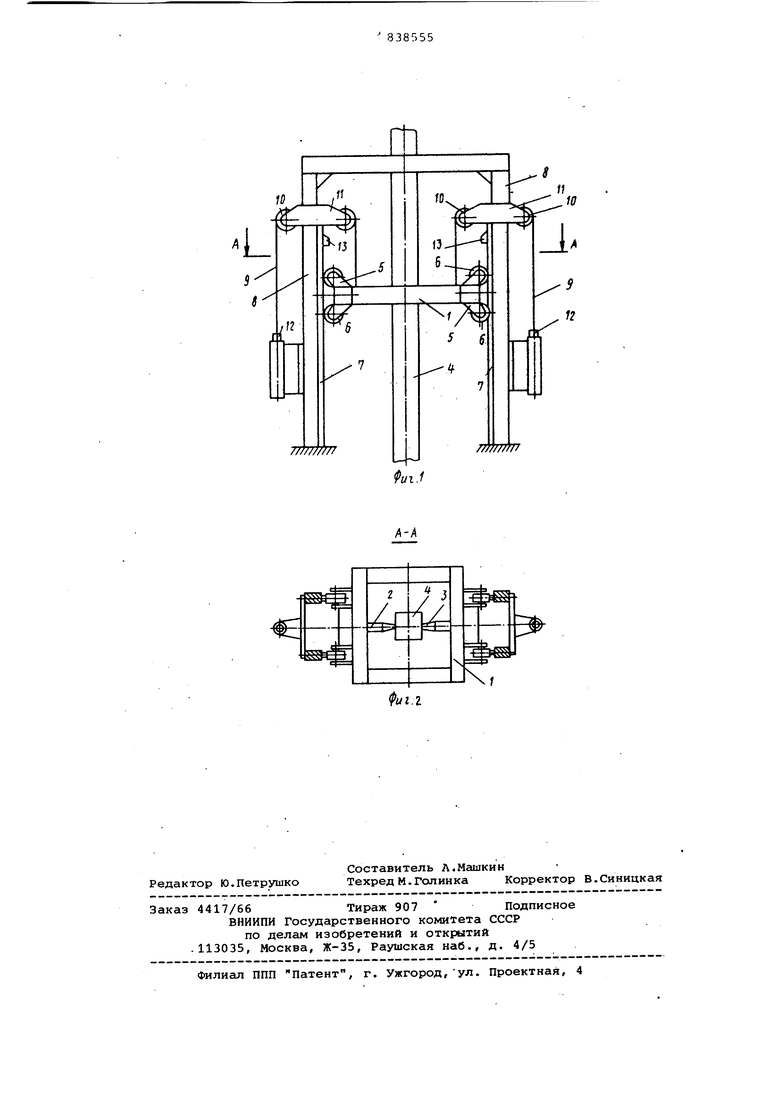
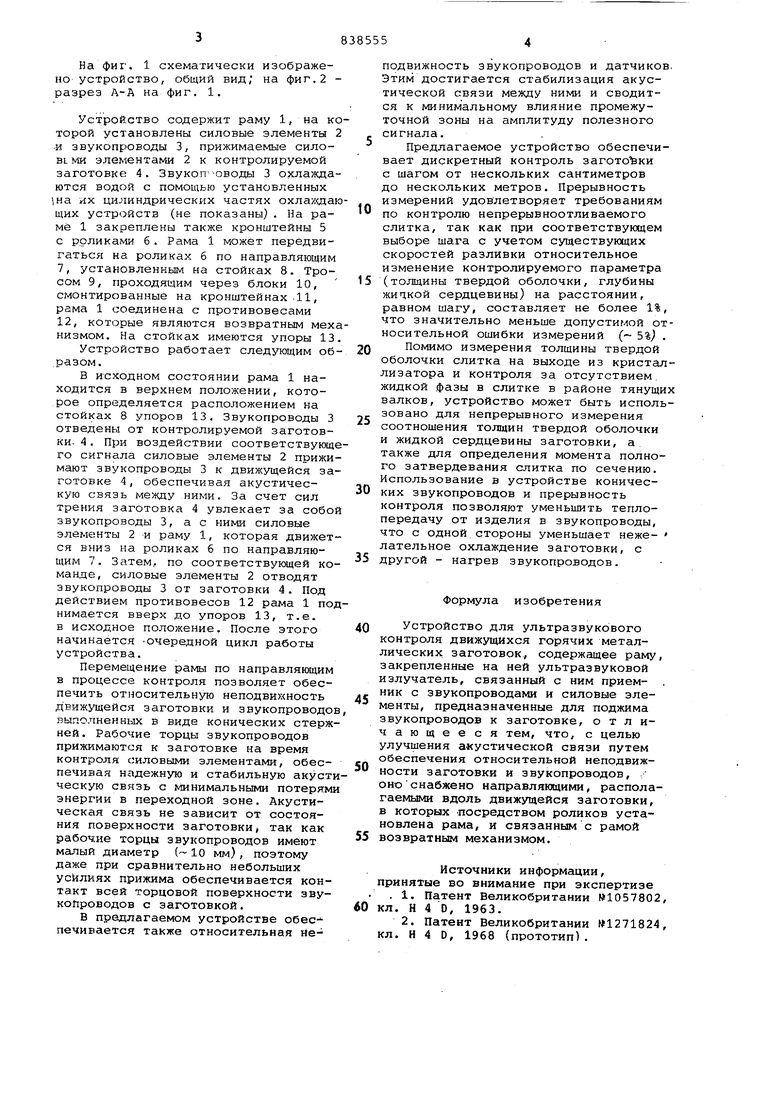
На фиг. 1 схематически изображено устройство, общий вид; на фиг.2 разрез А-А на фиг, 1.
Устройство содержит раму 1, на которой установлены силовые элементы 2 -И звукопроводы 3, прижимаемые силоBL ми элементами 2 к контролируемой заготовке 4. Звукотт-оводы 3 охлаждаются водой с помощью установленных |На их цилиндрических частях охлах лающих устройств (не показаны). На раме 1 закреплены также кронштейны 5 с роликами б, Рама 1 может передвигаться на роликах б по направляющим 7, установленным на стойках 8. Тросом 9, проходящим через блоки 10, смонтированные на кронштейнах .11, рама 1 соединена с противовесами 12, которые являются возвратным механизмом. На стойках имеются упоры 13. Устройство работает следующим образом.
В исходном состоянии рама 1 находится в верхнем положении, которое определяется расположением на стойках 8 упоров 13. Звукопроводы 3 отведены от контролируемой заготовки. 4, При воздействии соответствующего сигнала силовые элементы 2 прижимают звукопроводы 3 к движущейся заготовке 4, обеспечивая акустическую связь между ними. За счет сил трения заготовка 4 увлекает за собой звукопроводы 3, ас ними силовые элемешты 2 и раму 1, которая движется вниз на роликах б по направляющим 7. Затем, по соответствующей команде, силовые элементы 2 отводят звукопроводы 3 от заготовки 4. Под действием противовесов 12 рама 1 поднимается вверх до упоров 13, т.е. в исходное положение. После этого начинается Очередной цикл работы устройства.
Перемещение рамы по направляющим в процессе контроля позволяет обеспечить относительную неподвижность движущейся заготовки и звукопроводов выполненных в виде конических стержней. Рабочие торцы звукопроводов прижимаются к заготовке на время контроля силовыми элементами, обеспечивая надежную и стабильную аку стическую связь с минимальными потерями энергии в переходной зоне. Акустическс1Я связь не зависит от состояния поверхности заготовки, так как рабочие торцы звукопроводов имеют малый диаметр ( 10 мм), поэтому даже при сравнительно небольших усилиях прижима обеспечивается контакт всей торцовой поверхности звукопроводов с заготовкой.
В предлагаемом устройстве обеспечивается также относительная неподвижность звукопроводов и датчиков. Этим достигается стабилизация акустической связи между ними и сводится к минимальному влияние промежуточной зоны на амплитуду полезного сигнала.
Предлагаемое устройство обеспечивает дискретный контроль заготовки с шагом от нескольких сантиметров до нескольких метров. Прерывность измерений удовлетворяет требованиям
по контролю непрерывноотливаемого слитка, так как при соответствующем выборе шага с учетом существующих скоростей разливки относительное изменение контролируемого параметра
5 (ТО.ПЩИНЫ твердой оболочки, глубины жидкой сердцевины) на расстоянии, равном шагу, составляет не более 1%, что значительно меньше допустимой относительной ошибки измерений (- 5%) .
Q Помимо измерения толщины твердой оболочки слитка на выходе из кристаллизатора и контроля за отсутствием, жидкой фазы в слитке в районе тянущих валков, устройство может быть использовано для непрерывного измерения соотношения толщин твердой оболочки и жидкой сердцевины заготовки, а также для определения момента полного затвердевания слитка по сечению. Использование в устройстве конических звукопроводов и прерывность
контроля позволяют уменьшить теплопередачу от изделия в звукопроводы, что с одной стороны уменьшает нежелательное охлаждение заготовки, с
5 другой - нагрев звукопроводов.
Формула изобретения
Устройство для ультразвукового контроля движущихся горячих металлических заготовок, содержащее раму, закрепленные на ней ультразвуковой излучатель, связанный с ним прием- , ник с звукопроводами и силовые элементы, предназначенные для поджима звукопроводов к заготовке, отличающееся тем, что, с целью улучшения акустической связи путем обеспечения относительной неподвижности заготовки и звукопроводов, оноснабжено направляющими, располагаемыми вдоль движущейся заготовки, в которых -посредством роликов установлена рама, и связанным с рамой
возвратным механизмом.
Источиики информации, принятые во внимание при экспертизе . 1. Патент Великобритании №1057802, 60 кл. Н 4 D, 1963.
2. Патент Великобритании №1271824, кл. Н 4 D, 1968 (прототип).
п
L
f3
5
l
ff
w
J.
9
n
t
6
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ, В ЧАСТНОСТИ ТРЕЩИН, СКОЛОВ И ПОДОБНОГО, НА ВАЛКЕ ПРОКАТНОГО СТАНА | 2005 |
|
RU2346269C1 |
| Устройство для автоматического контроля массотепло-переноса жидких сред | 1973 |
|
SU493720A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ, ИМЕЮЩЕГО СЛОЖНЫЙ КОНТУР | 2008 |
|
RU2469311C2 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХОЛОДНОЙ ДЕФОРМАЦИИ ИЗДЕЛИЯ | 2003 |
|
RU2241206C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1990 |
|
SU1745044A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2049328C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2359264C1 |