1
Изобретение относится к обработке металлов давлением, в частности к высокоскоростной прокатке сортового, листового металла и труб с применением технологических смазок.
Известен способ охлаждения прокатных валков, при котором охладитель подается.на поверхность валков по касательной со стороны выхода метал.ла из очага деформации Г1.
Однако этот способ не может быть применен при подаче технологической |СМазки на валки при высокоскоростной прокатке, так как смазка смывает:ся охлаждающей водой, и не попаде ;в очаг деформации. Кроме,тогоГ при нанесении смазки на горячую поверхность валков ( и выше) часть ее I разлагается.
Известен также способ нанесения технологической смазки на рабочий валок при высокоскоростной прокатке путем подачи смазки через специальные емкости, расположенные между опорными и рабочим валками со стороны входа раската в очаг деформации
Г2.
Однако такой способ неэкономичен, ,требует довольно сложного оборудования и не может быть применен при
прокатке фасонйых профилей, и труб, где нанесение смазок на поверхность калибра обусловлено его сравнительно малыми размерами. Кроме того, при высокоскоростной прокатке, более 10 м/с, смазка, наносимая на поверхность прокатных валков, в результате действия центробежных сил сбрасывается с их поверхности.
0
Цель изобретения - экономия расхода смазки и обеспечение условий для попадания смазки в очаг деформащии.
5
Указанная цель достигается тем, что смазка, жидкая или 9 виде водогазовой смеси, наносился на рабочие валки со стороны и в непосредственяой близости от входа в очаг деформации по касательной к образующей валков с помощью обычных сопел,причем расход смазки регулируется изменением давления воздуха и смазки, а йесто нанесения смазки удалено от очага деформации на угол 40500 от вертикали, проходящей через центр валков.
Сущность способа заключается в следующем.
Смазка, наносимая на поверхност прокатных валков, смывается охлажденной водой.
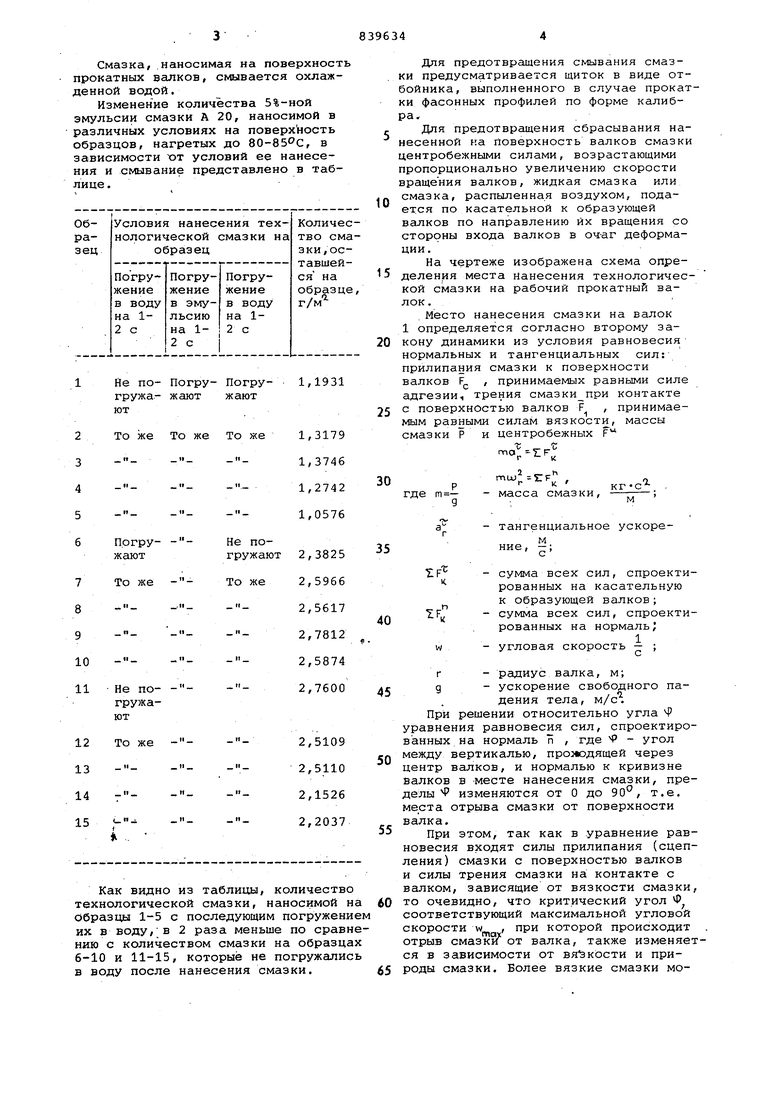
Изменение количества 5%-ной эмульсии смазки А 20, наносимой в различных условиях на поверх 1ость образцов, нагретых до 80-85С, в зависимости хэт условий ее нанесения и смывание представлено в таблице .
Не по- Погру- Погру- 1,1931
гружа- жают жают
ют
Для предотвращения смывания смазки предусматривается щиток в виде отбойника, выполненного в случае прокатки фасонных профилей по форме калибра.
Для предотвращения сбрасывания нанесенной на Поверхность валков смазки центробежными силами, возрастающими пропорционально увеличению скорости вращения валков, жидкая смазка или смазка, распыленная воздухом, подается по касательной к образующей валков по направлению их вращения со стороны входа валков в оч-аг деформации.
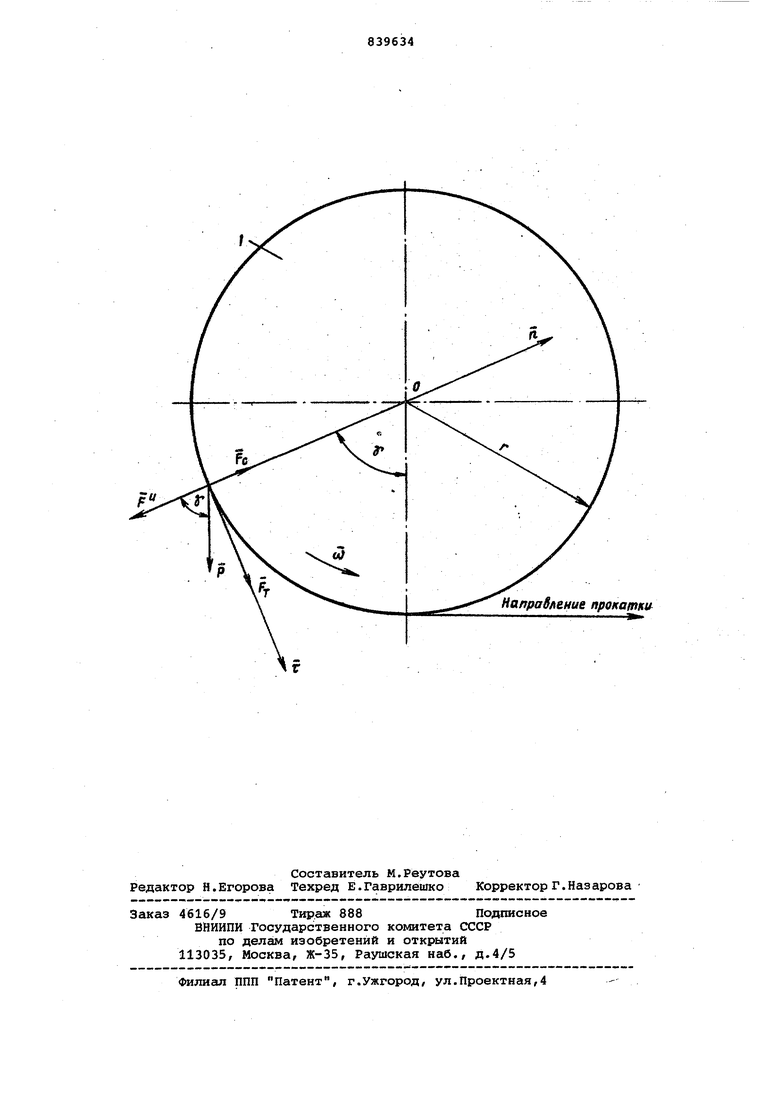
На чертеже изображена схема определения места Нанесения технологической смазки на рабочий прокатный валок .
Место нанесения смазки на валок 1 определяется согласно второму закону динамики из условия равновесия нормальных и тангенциальных сил: прилипания смазки к поверхности
валков R,
принимаемых равными силе
адгезии, трения смазки при контакте с поверхностью валков F , принимаемым равными силам вязкости, массы смазки Р и центробежных F

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| Способ смазки прокатных валков | 1977 |
|
SU703172A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2012 |
|
RU2574550C1 |
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| Устройство для нанесения технологической смазки на валки прокатного стана | 1984 |
|
SU1186299A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| Устройство для нанесения технологической смазки на валки прокатного стана | 1980 |
|
SU980883A1 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
Как видно из таблицы, количество технологической смазки, наносимой на Образцы 1-5 с последующим погружение их в воду,В 2 раза меньше по сравне нию с количеством смазки на образцах 6-10 и 11-15, которые не погружались в воду после нанесения смазки.
-тангенциальное ускорение, ;
-сумма всех сил, спроектированных на касательную
к образующей валков;
-сумма всех сил, спроектированных на нормаль;
-угловая скорость - ; г - радиус валка, м; g - ускорение свободного падения тела, м/сЯ При решении относительно угла Ф уравнения равновесия сил, спроектированных на нормаль п , где - угол между вертикалью, пролодящей через центр валков, и нормалью к кривизне валков в месте нанесения смазки, пределы изменяются от О до 90, т.е. места отрыва смазки от поверхности валка. При этом, так как в уравнение равновесия входят силы прилипания (сцепления) смазки с поверхностью валков и силы трения смазки на контакте с валком, зависящие от вязкости смазки, то очевидно, что критический угол P соответствующий максимальной угловой скорости W , при которой происходит отрыв смазкр от валка, также изменяется в зависимости от вяйкости и природы смазки. Более вязкие смазки могут удерживаться на поверхности валка более продолжительное время и достигают к моменту отрыва большей угловой скорости, при этом угол приближается к 90. Менее вязкие смазки удерживаются на поверхности валка до отрыва меньшее время и развивают меншую угловую скорость, и угол Р в этом случае стремится к О .
Таким образом, место нанесения более вязких технологических смазок на валок не должно быть удалено от вертикали, т.е. от центра очага деформации более, чем на угол 90. Место ненесения менее аязких смазок, должно быть максимально приближено к очагу деформации и в этом случае угол между вертикалью и нормалью приближается к 0
В связи с применением смазок различной вйэкости оптимальйое место нанесения смазки не должно быть удалено от вертикали более, чем на 4050. В этом случае смазка, нанесенная на поверхность валка, не успевает достигнуть критической скорости (скорости отрыва), а сам прокатный валок используется как насос, нагнетающий, смазку в очаг деформации.
Для предотвращения разбрызгивания смазки и попадания ее на раскаленный раскат при столкновении с поверхностью валка струя жидкой или распыленной воздухом смазки должна подаваться под углом, близким касательной к образующей валков в месте нанесения смазки. Тогда движение смазки сонаправлено с движением поверхности валка и создаются наиболее благопри.ятные условия обтекания валка смазкой.
Кроме того, отсечение охлаждающей воды от места нанесения смазки предотвращает попадание воды в очаг деформации, что уменьшает износ валков, а применение воздуха в качестве распылителя и носителя смазки, в свою очередь, способствует дополнительному охлаждению валков.
Формула изобретения
5
Способ нанесения технологической смазки на поверхность валков при высокоскоростной прокатке, включа ощий подачу жидкой или распыленной воздухом струи смазки по касательной к
0 образующей йалков в сторону направления их вращения со стороны входа в очаг деформации, отличающийся тем, что, с целью экономии расхода смазки и повышения ее эффективности, место подачи смазки
5 удалено от очага деформации на угол ч) 40-50 от вертикали, проходящей через центр валков.
Источники информации,
0 принятые во внимание при экспертизе
HanpaSfteHue прокатки
