(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО ОСТАНОВА
МОТАЛКИ С РУЛОНОМ В ЗАДАННОМ ПОЛОЖЕНИИ
НА ЛИСТОВОМ СТАНЕ
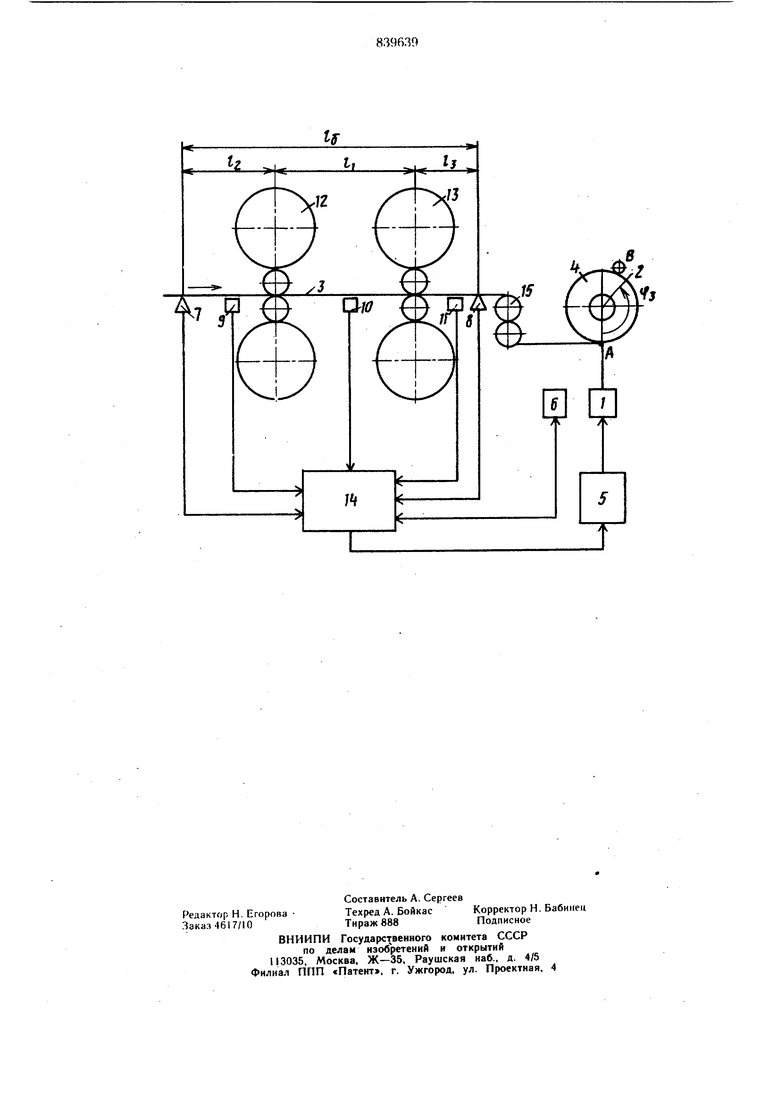
Устройство содержит приводной двигатель 1, вал которого кинематически соединен с барабаном моталки 2, служащей для сматывания полосы 3 в рулон 4, регулятор 5 скорости, -датчик 6 угла поворота барабана моталки 2, датчики 7 и- 8 положения конца полосы, установленные соответственно на входе и выходе стана на базовом расстоянии tf датчики 9, 10 и И контроля толшины полосы 3, установленные соответственно на входе стана между клетями 12 и 13 и на выходе стана, вычислительный блок 14 и натяжные ролики 15, причем выходы датчиков 6-11 подсоединены к соответствующим входам вычислительного блока 14. Устройство работает следующим образом, В исходном состоянии, к моменту начала перевода стана со скорости прокатки на скорость выпуска полосы 3 из стана, сигналы на выходах датчиков 7 и 8 положения конца полосы отсутствуют, с датчиков 9- 11 контроля толщины полосы в вычислительный блок 14 поступают сигналы, соответствующие толщине полосы на входе стана, между клетями и на выходе стана, с датчика 6 угла поворота барабана моталки поступает сигнал, соответствующий углу по-ворота барабана моталки 2.
В момент прохождения концом полосы 3 над датчиком 7 последний врыбатывает сигнал, по которому вычислительный ,блок 14 устанавливает начало отсчета угла поворота барабана моталки 2, фиксирует показания датчиков 9, 10 и 11 контроля толщины соответственно на входе клети 12, между клетями 12 и 13 и на выходе клети 13.
В момент прохождения конца полосы 3 над датчиком 8 последний вырабатывает сигнал, по которому вычислительный блок 14 вычисляет код N(t) угла поворота барабана моталки до полного его останова по формулен /J.iuM(t) .,,
(
где Еу - длина полосы от датчика 8 положения конца полосы 3 до оси барабана моталки 2, т. е. до точки А;
N{t) - число импульсов, соответствующее углу поворота барабана моталки 2 при
прохождении конца полосы багювого расстояния;
ill о и h JO - толщина полосы на входе в клети 12 и 13, измеренная датчиками 9 и 10 контроля толщины соответственно; пц - толщина полосы, измеренная датчиком 1 I контроля толщины;
ti - расстояние между осями клетей
12и 13;
1« и it - расстояние от датчиков 7 и 8 положения конца полосы до клетей 12 и
13соответственно;
N - число импульсов, соответствующее углу поворота барабана моталки. Одновременно вычислительный блок 14 в момент выхода конца полосы 3 из-под датчика 8 начинает подсчет числа импульсов, поступающих от датчика 6 угла поворота барабана моталки 2, и при равенстве их выдает сигнал на остановку двигателя I моталки 2.
Формула изобретения
Устройство автоматического останова моталки с- рулоном в заданном положении
на листовом стане, содержащее датчик положения конца полосы, расположенный на выходе стана, датчик угла поворота барабана моталки и электропривод моталки с регулятором скорости, подключенный к выходу вычислительного блока, к одному из входов которого подключен датчик положения конца полосы, а к другому -- датчик угла поворота барабана .моталки, Отличающееся тем, что, с целью повьипения производительности стана, устройство дополнительно снабжено датчиком положения конца полосы, расположенным на входе стана на базовом расстоянии от имеюпаегося датчика, и датчиками контроля толщины полосы, установленными на входе и выходе каждой клети стана, причем все датчики подсоединены к соответствующим входам вычислительного блока.
Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР № 275709, кл. В 2 В 41/12, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Устройство для точного останова моталки листового стана | 1985 |
|
SU1299637A1 |
| Устройство для точного останова барабана моталки | 1980 |
|
SU902891A1 |
| Устройство для управления моталкой прокатного стана | 1981 |
|
SU984533A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Электропривод моталки стана холодной прокатки | 1975 |
|
SU535699A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
| Устройство для управления установкой направляющих линеек | 1980 |
|
SU876226A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |