(54) ФОРМОВОЧНАЯ МАШИНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
Изобретение относится к литейному производству, в частности к конструкци ям формовочных машин для изготовления литейных форм.
Известна формовочная машина для изготовления литейных форм, содержащая станину с колонными, на которых закреплена траверса с прессовой головкой, втряхивающий привод с рабочим столом,. приводную в вертикальной плоскости секцию рольганга, установленную над рабочим столом и прижимы.для фиксации опочиой оснастки на рабочем столе 1.
Однако опока .при опускании и подъеме не фикскруется и от вибраций, возникающих в конструкции при работе машины, Может смещаться относительно своег первоначального положения, а так как опока центрируется относительно модельной плиты штырями, то любые смещения опоки приведлгт к невозможности сборки ее с модельной плитой. С ещенне опоки вытяжке приведет к столкновению ее с соседними опоками и разрушению
отпечатка. В обоих случаях необходима остановка формовочного автомата для устранения аварии.
Цель изобретения - повышение надежности ра:боты машины путем фиксации заформованной опоки во время извлеч ния модели.
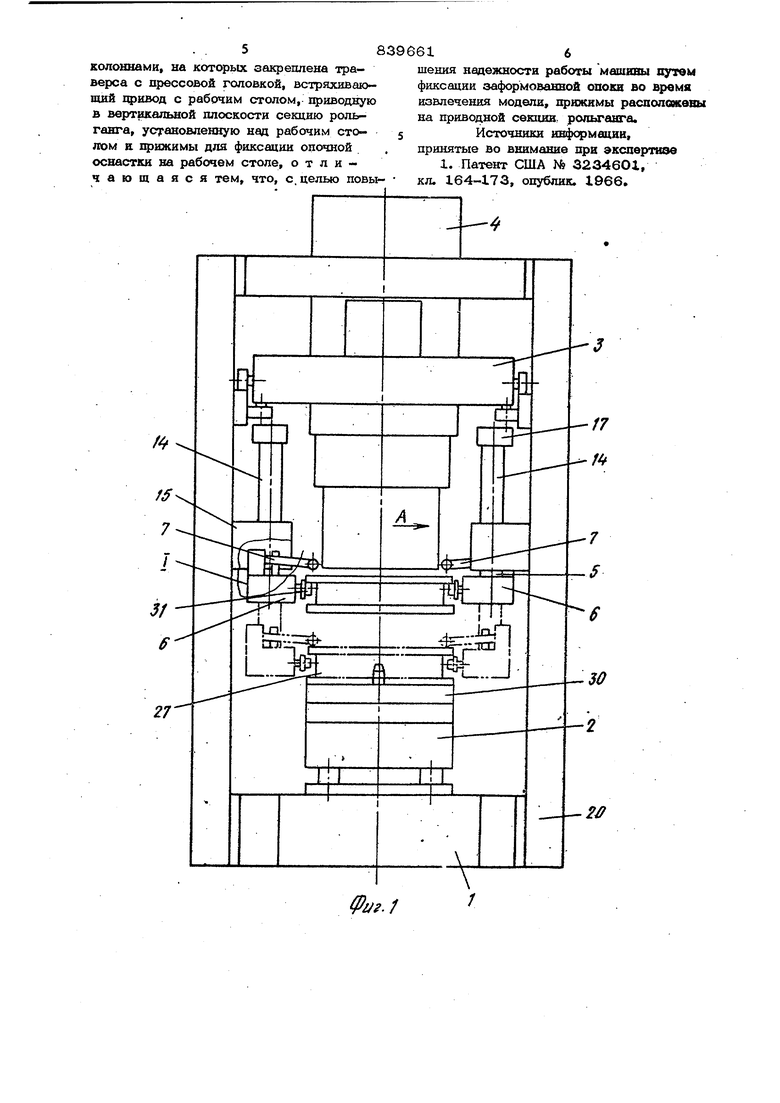
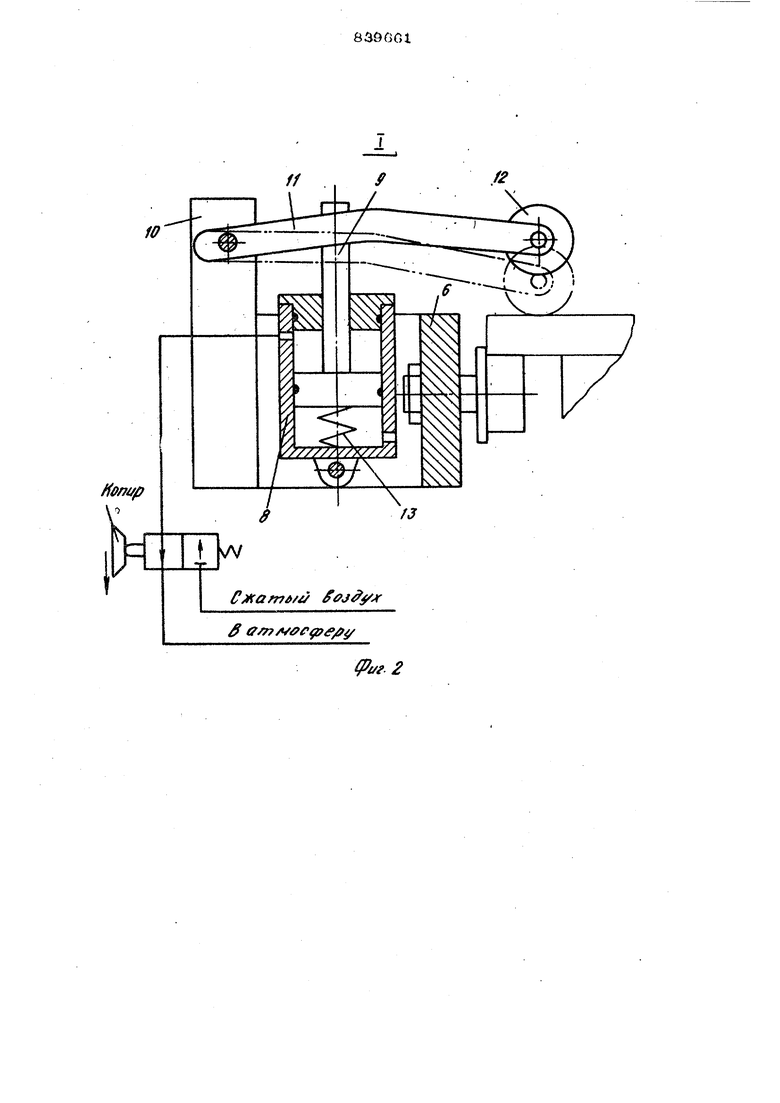
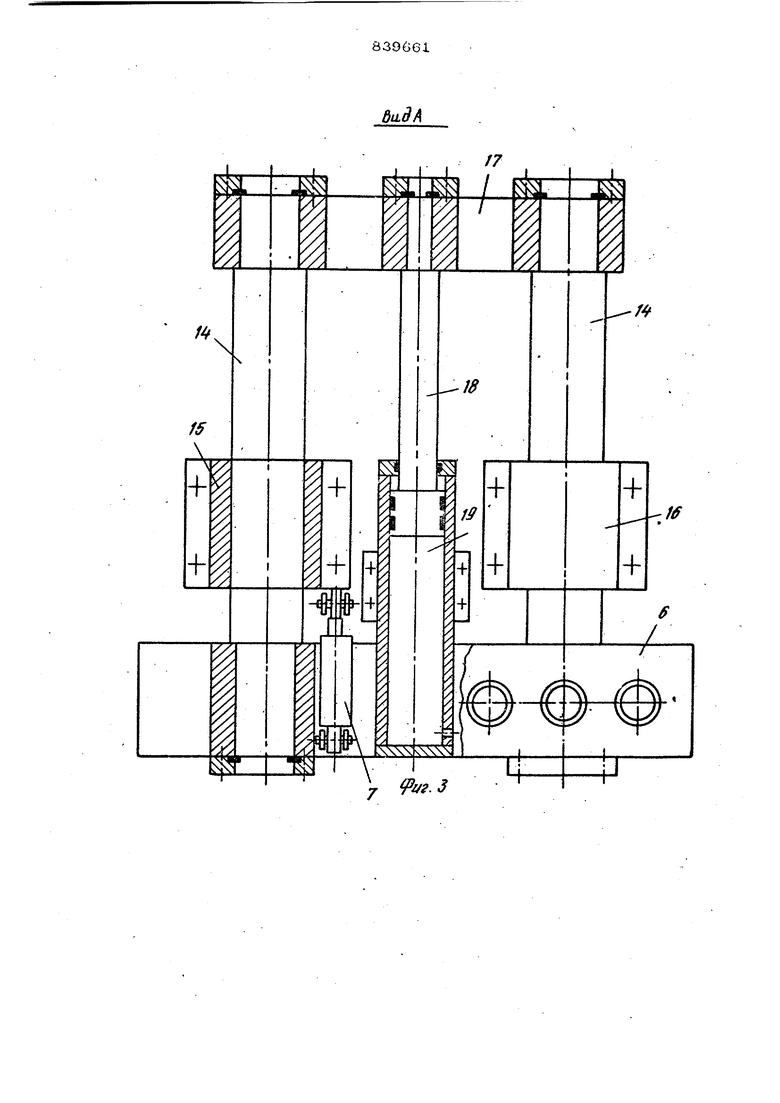
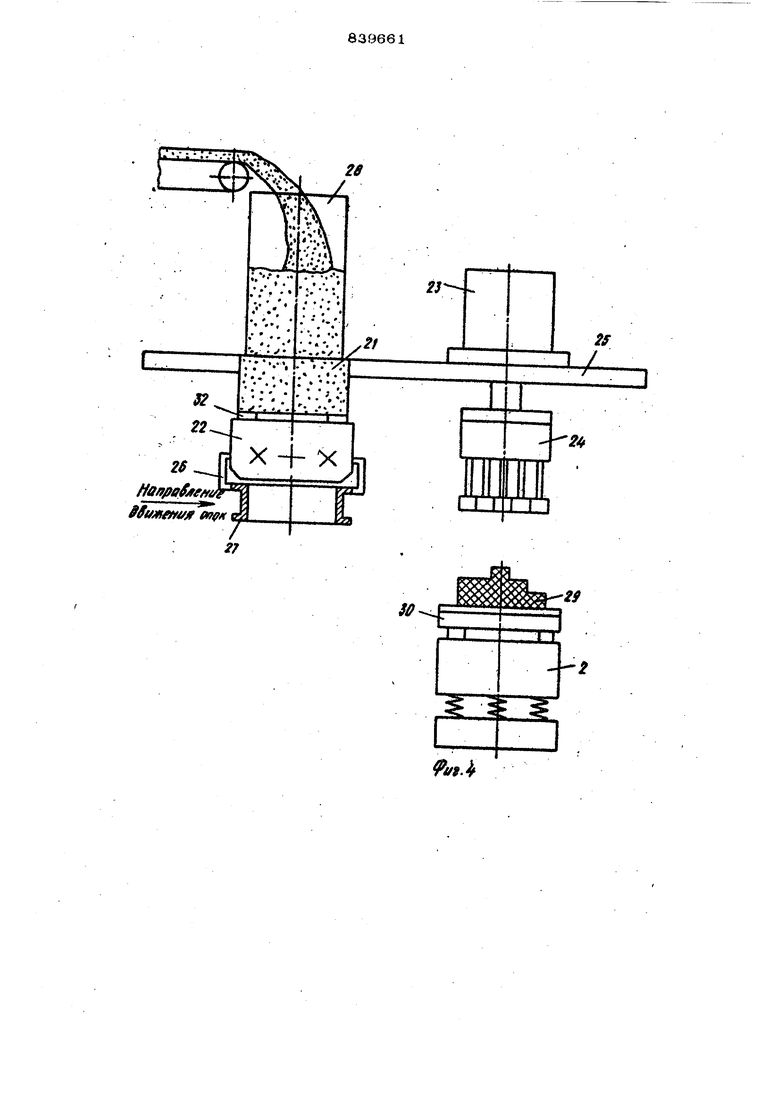
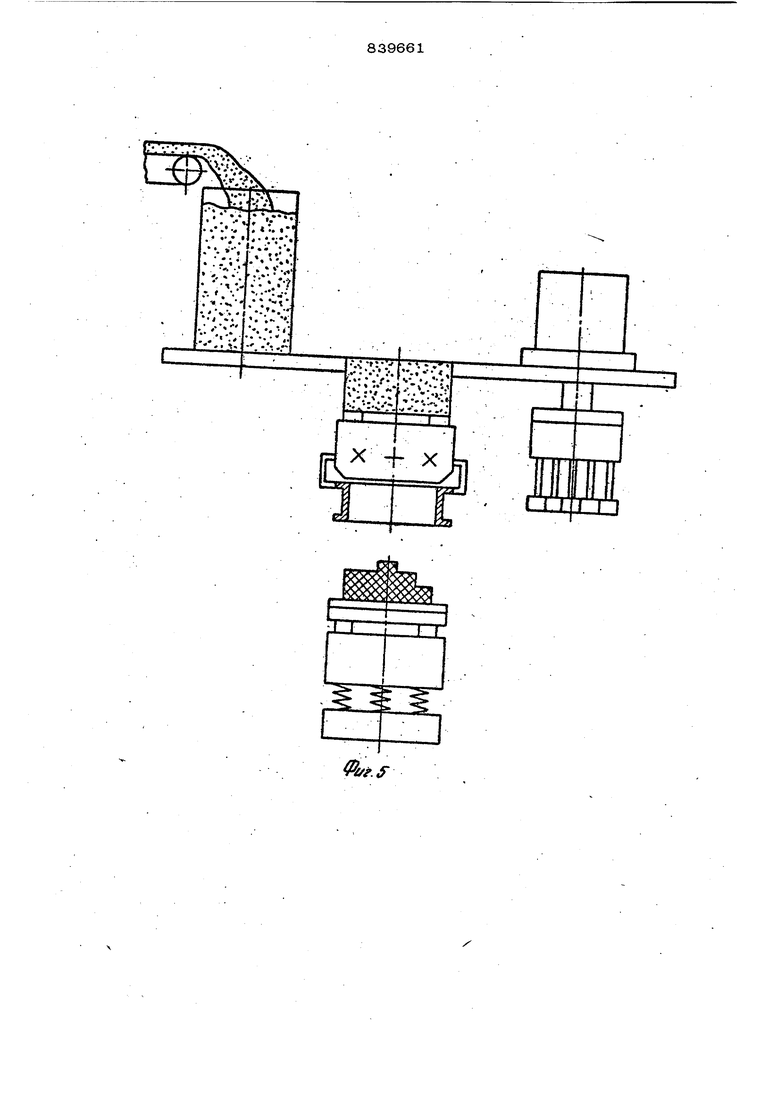
Цель достигается тем, что хфажимы расположены на приводной секцни рольганга. На фиг. 1 схематически показана формовочная машина для изготовления литейных ферм - проекция на плоскость, перпендикулярную направлению движения опок; на фиг. 2 - узел 1 на фиг. 1;на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - 8 - положения основных механизмов машш{ы хфи работе в авто. матическом режиме.
Предлагаемая формовочная машина для изготовления литейных форм содераквт станину 1, встряхивающий механизм 2, прессово-загрузочное устройство 3, приемный бункер 4 и механизм вытяжки
S. На секции рольганга 6 механизма вытяжки 5 установлены -прижимы 7. Каждый из прижимов 7 представляет собой пневмоциливдр 8 одностороннего действия, который шарнирно пршфенлек к секциям рольганга-6. К. штоку 9 пневмоцЕЛИНДра 8 и кронштейну 10 шар нирно крепится коромысло 11 с роликом 12.
Штоковая полость пневмоциливдра 8 через регулятор давления (на чертеже не показан) соединяется с магистралью сжатого воздуха, а в подпоршневой полости установлена пружина 13, которая прижимает шток 9 вверх при соединении штоковой полости с атмосферой,
Механизм вытяжки 5 содержит секцию рольганга 6, каждый из которых жестко соедш1ен с двумя цилиндрическим направляющимн скалками 14 , Направлякнщие скалки 14 перемещаются 1во втулках 15 и 16 и в верхней части соединены траверсой 17. К траверсе 17 крепится: шток 18 приводного цилиндра 19, а корпус его закреплен на колош1ах 20. На колоннах 20 крепятся втулки 15. Синхронизация движепия сегщли рольга11г 6 достигаепхзя рычажной системой и соединительным валом (на чертеже не показан) который установлен в верхней части машины.
Прессово-загрузочное устройство 3 содержит дозатор 21, аэратор 22, прессовый цилиндр 23 и дифференциал-ьную головку 24, которые закреплены на . телехчке 25 и перемещаются вместе с ней. Тележка 25 совершает возвратноноступательное двилсение в направле1ши перемещения опок. Аэратор 22 несет на себе захват 26 опоки 27. Левая часть тележки 25 слуясит также шиберо длч перекрывания бункера 28, когда дозатор 21 находится над встряхивающим механизмом 2.
Формовочная машина работает следующим образом.
Захват 26 захватывает опоку 27 и устанавливает ее по оси дозатора 21. Прессово-загрузочное устройство 3 на, чинается перемещаться вперед, т.е. дозатор 21 из-под бункера 28 перемеи;ается по направлению к встряхивающему механизму.
В процессе перемещения прессовогзагрузочного устройства 3 происходит обдув модели 29. Опока 27 но рольгангу (на чертеже не показан) перед маши.ной закатывается на се1щию рольганга
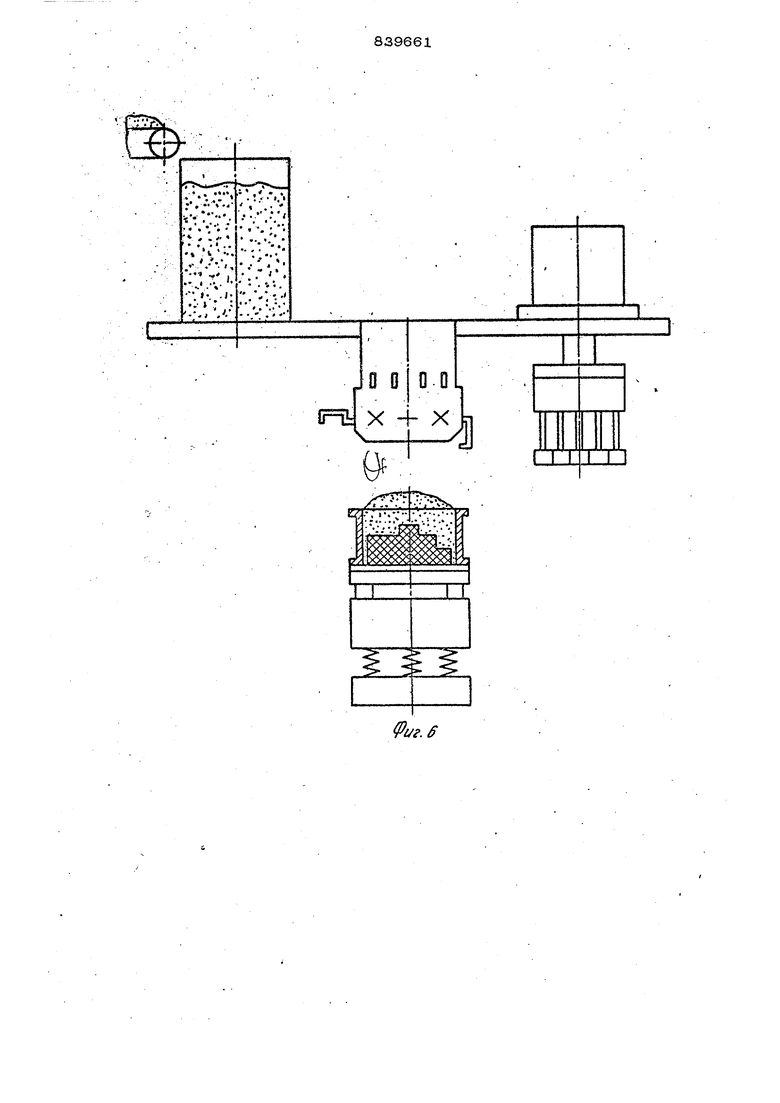
6 и останавливается точно по оси встряхивающего механизма 2, так как ход пресс ово-загрузочного устройства 3 ра.вен расстоянию между осями бункера 28 и встряхивающего механизма 2. Да- . лее секция рольганга 6 вместе с опокой 27 опускаютач вниз. Сйновременло с началом опускания срабатывают цилиндры 8 прижима опоки 27 и включается снрыскивание модели 29. Таким образом, опока 27 фиксируется в заданном положении еще до того, как она выйдет из контакта с захватом 25.
, Опускаясь, секция рольганга 6 устанавливает рноку 27 на стол 30 встряхивающего механизма 2, а сама проходит еще некоторое, расстояние для обеспечения зазора между кромкой опоки 27 и роликами 31, необходимого при работе встряхивающего механизма 2.
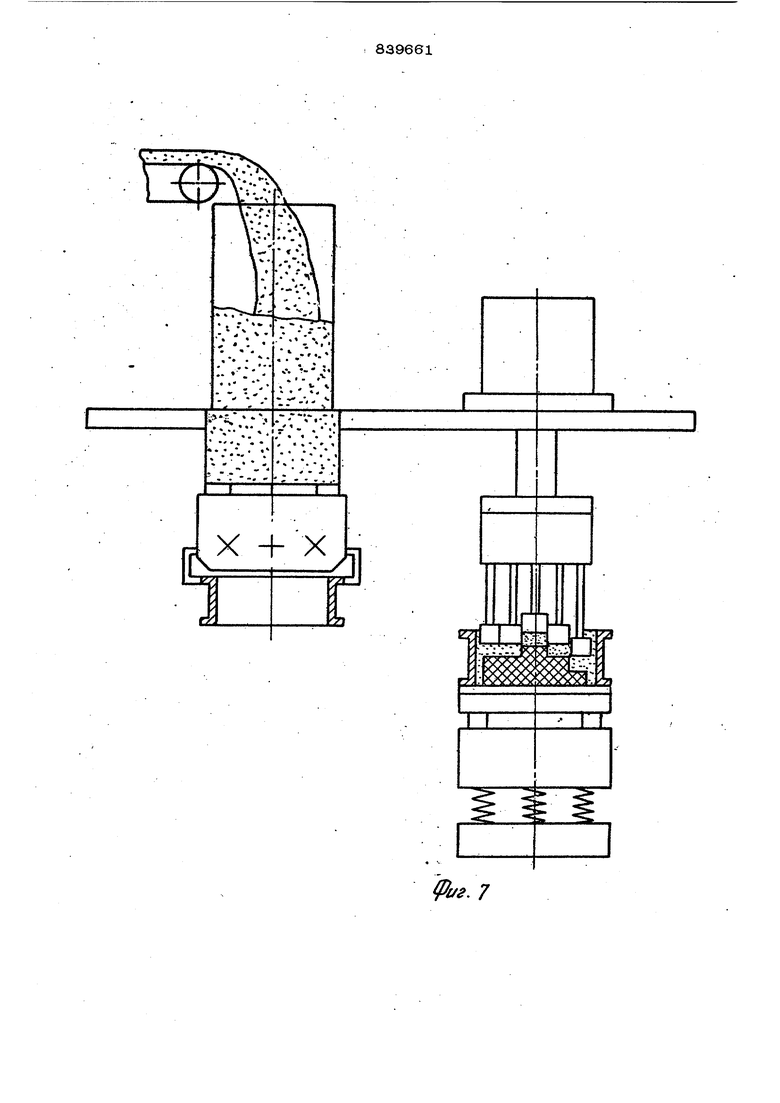
После сборки опоки 27 с моделью 2 9 открывается ёатвор 32 дозатора 21, смесь высыпается в опоку, по пути разрыхляясь аэратором 22. Одновреме1шо с открыванием затво-,
ра 32 включается встряхивание и отводится захват 25, Продолжительность встряхивания задается реле времени.
После закрытия затвора 32 дозатора 21 происходит перемещение прессовозагрузочного устройства 3 в исходное положение. Одновремешю с перемещением опускается дифференциальная головка 24, причем опускание совместно с движе ниом происходит до определенного уровня, окошательное опускание и прессование возможно только при наличии прессово-загрузочного устройства 3 в крайнем положении.
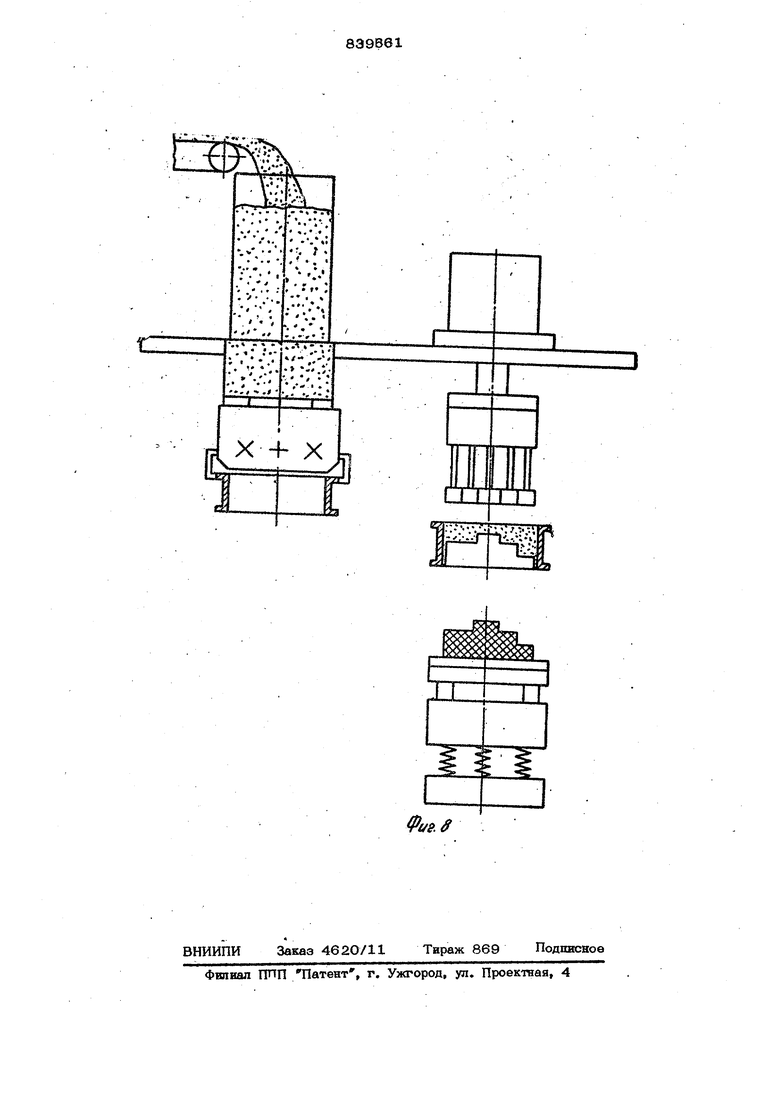
После прессования дифференциальная
головка 24 поднимается и при прохождении определенного участка пути, достаточного для извлечения литниковой чаши (на чертеже не показана) щз полуформы. Сначала происходит медленная вытяиска, затем быстрая. При достижении верхнего положения секций рольганга 6 цикл заканчивается.
Аэратор 22 вращается постоянно в прсадессе работы машины.
Механизмы занимают исходное положение и машина готова к выполнению следующего цикла.
Формула изобретения
Формовочная машина для изготовления литейных форм, содержащая станину с колоннами, на которых закреплена траверса с прессовой головкой, встряхивающий Щ)ивод с рабочим столом, хфиводную в вертикальной плоскости секцию рольганга, установленную над рабочим столом а прижимы для фиксации опочной оснастки на рабочем столе, отличающаяся тем, что, с. целью повы шения надежности работы машины путем фиксации заформованвой опока во время извлечения модели, пршккмы располовкевы на приводной секшШ: рольгеиога. Источники информации, npiiHHTbie во внимание при экспертизе 1. Патент США № 3234601, кл. 164-173, опублик. 1966.
f/г 2 Х+ X Off л
л
-t
JLZ
jUJL
ffg. IT I ггт
/. X + X
1риг.7 .г,
Фиё. ff
