Изобретение относится к порошковой металлургии, в частности, к устрействак для сфоизводства многослойных лент аз порошковых материалов прсосаткой. Известно устройство пля прокатки трех слойной ленты из порошковых материалов, содержащее дв горизонтальных глашсих цилиндрических валка, привод их вращения и бункер с перегородками l. В этом устрсАстве для уменьшения перемешивания порошкового материала одного слоя с другими перегородками устанавливают возможно ближе к межвалковому зазору - к зоне дефррмаяии порошков. Однако определить Положение зоны деформдции прсжатываемых порошков, следовательно, положение п егородок в бункере крайне затруднительно,не всегда возможно, например, при существенных различиях в физико-механических свойствах порошковых материалов. Таким образом, недостатком известного устройства для прсжатки трехслсАнсА ленты из порошковых материалов является то, что в нем неизбежно происходит частичное перемешивание материалов слоев ленты, ухудшающее ее качество и фнзвко-механические свойства вследствие бурления порошков, подвергающихся прокатке, вытесняемым из них воздухом. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для прокатки трехслойной ленты иэ порошковых материале, содфжащее рабочие горизонт льные валки, привод их вращения и бункер с перегюродками L2l. Недостатком известного устройства является частичное перемешивание материалов слоев ленты, приводящее к ухудшению ее качества. Цель изобретения - повышение качества ленты. Поставленная цель достигается тем, что устройство снабжено двумя парами дополнительных горизонталвных валкоп, расположенных в бункере над рабочими валками попарно друг над другом, причем дополнительные валки установлены с воэможносгью к О тактирования между собой и рабочими валками, при этом устройство снабжено системой вакуумирования,- сообщенной с пространством, образованным поверхностями рабочих и дополнительных валков и бункером. На представлено предлагаемое устройство.
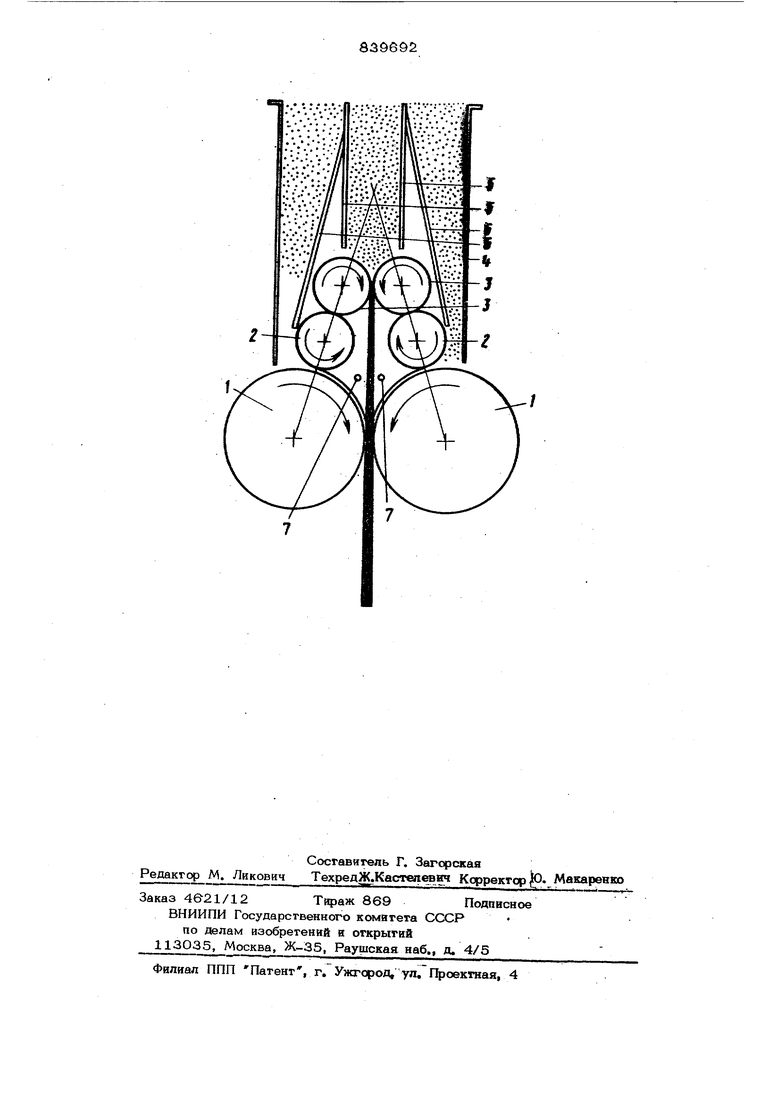
Устройство состоит из двух рабочих 1 и двух пар дополнительных 2 и 3 валков, расположенных попарно друг над другом в контакте между собой, привода их вращения (не показан) и бункера 4 с перегородками 5 и 6 (последние являются как бы козырьком, направляющим порошковый материал в зоны уплотнения рабочими 1 и нижними дополнительными 2 валками) и отверстиями 7, соединяющими пространство, с разованное поверхностями валков 1,2 и 3 и стенками бункера 4, с системой вакуумирования (не показана).
Выполнение дополнительных валков меншего диаметра, чем рабочего, рекомендуется из конструктивных соображений (снижение металлоемкости и габаритов устройства) , а также с учетом того, что посредством их должно производиться не оконча тельное, сопряженное с большими удельными Давлениями - до 500О кг/см , уплотнение ленты, а лишь предварительное,
Работа устройства осуществляется следующим образом.
Порошковый материал подается в буикер 4 и по перегородкам 5 и 6 направляется на уплотнение на валки 1,2 и 3. Ленты подуплотненных пqэoшкoвыx материайов подвергаются вакуумированию в пространстве, образованном валками 1,2 и 3 и стенками бункера 4, и спрессовываются на рабочих валках 1 в трехслойную ленту. Перед прокаткой порошков валки, как правило, устанавливаются без зазора между
собой или с минимальным зазором, а появление или увеличение зазора в процессе прокатки порошков происходит вследствие раздвнга валков под действием усилий, возникающих при прокатке.
Таким образом, предлагаемое устройство позволяет получить трехслойную ленту из порошковых материалов с лучшими физико-механическими свойствами и качеством и обеспечить лучшую возможность и прочности вследствие взаимодействия слоев получаемой ленты уже в виде подуп- лотненных лент (исключается бурлениеперемещение материалов).
Формулаизобретения
Устройство для прсжатки трехслойной ленты из порошковых материалов, содержащее рабочие горизонтальные валки, привод их вращения и бункер с перегородками отличающееся тем, что, с целью повышения качества ленты, оно снабжено двумя парами дополнительных горизонтальных валков, расположенных в бункере над рабочими валками попарно друг над другом, причем дополнительные валки установлены с возможностью контактирования между собой и рабочими валками,
2. Устройство .по п. 1, отличающее с я тем, что оно снабжено системой вакуумирования, сообщенной с пространством, образованным поверхностями рабочих и дополнительных валков и бункером.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 903778, кл, , 1954.
2.Виноградов Г. А. и др. Прокатка металлических порошков, М., Металлургия, 1969, с. 195, рис. 70 б.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ В РЕЖИМЕ ГОРЕНИЯ | 2004 |
|
RU2277031C2 |
| Устройство для прессованияпОРОшКООбРАзНОгО МАТЕРиАлА | 1979 |
|
SU831163A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ В ДЛИННОМЕРНЫЕ БРИКЕТЫ | 2007 |
|
RU2347646C1 |
| Способ изготовления трехслойной ленты нераспыляемого газопоглотителя | 1989 |
|
SU1715496A1 |
| Устройство для прокатки порошка | 1977 |
|
SU849988A3 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Прокатный стан | 1983 |
|
SU1166893A1 |
| Способ прокатки ленты из порошков | 1983 |
|
SU1156853A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2318621C2 |
| Вальцевый пресс | 1983 |
|
SU1168333A1 |