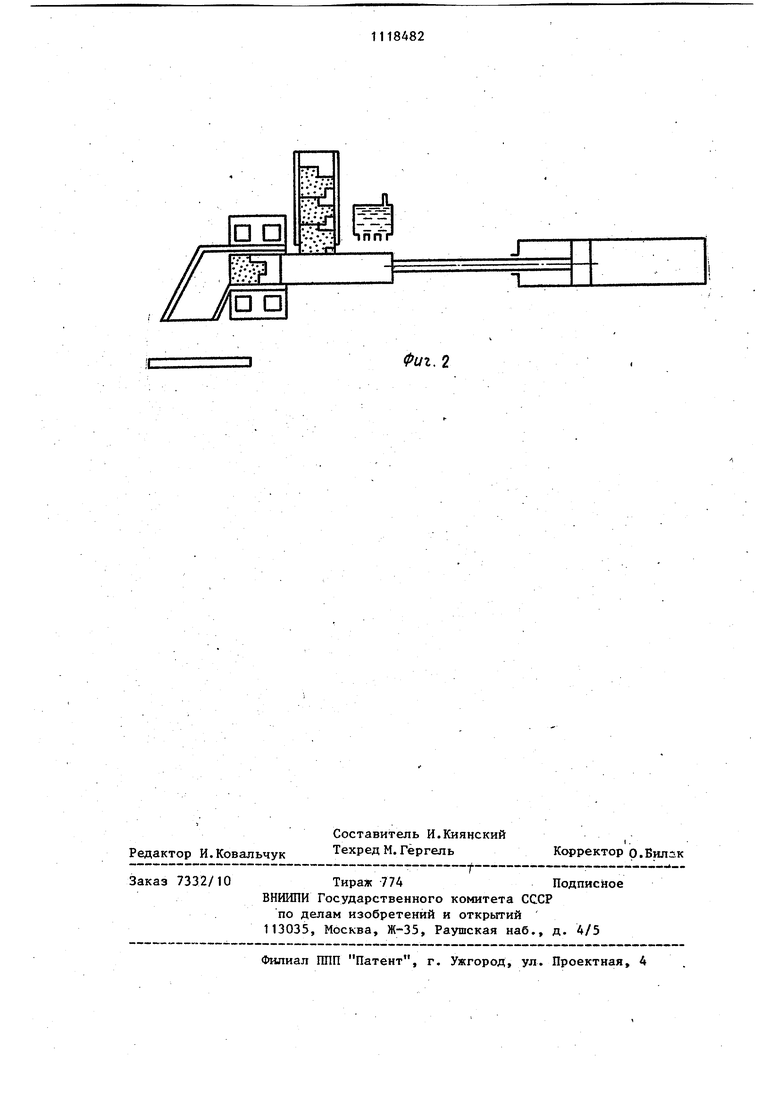
Изобретение относится к порошкевой металлургии, в частности к устройствам для индукционного нагрева спеченных заготовок перед динамическим горячим прессованием. Известно устройство для индукционного нагрева спеченных заготовок, состоящее из толкателя и индуктора, снабженного металлическим вкладышем lJ. К недостаткам данного.устройства относится ограниченность его. технологических возможностей, обусловленная наличием вкладыша в индукторе. Наиболее близким к описьюаемому по .технической сущности и достигаемому ре зультату является устройство для индукционного нагрева заготовок слож ной формы, включающее магазин загото вок, индуктор и толкатель со штоком Yj. Недостатки этого устройства сводятся к неравномерности нагрева в индукторе отдельных ступеней заготовок и связанное с этим низкое Ka iecTBq полученных после прессования изделий. Цель изобретения - обеспечение ра номерности нагрева заготовок ступенчатой формы и повышение качества изделий. Указанная цель достигается тем, что в устройстве для индукционного нагрева заготовок сложной формы, включающем магазин заготовок, индуктор и толкатель со штоком, шток толкателя выполнен с наконечником, форма и размеры которого соответствуют форме и размерам ступеней заготовки при этом наконечник выполнен из материала заготовки. На фиг. 1.показана схема устройства на стадии загрузки заготовки в индуктор} на фиг. 2 - то же на стадии нагрева заготовки.. Устройство для индукционного наг ва заготовок состоит из агазина 1 заготовок, индуктора 2, пневмоцилиндра. 3, толкателя 4 со штоком (не обозначен) и наконечником 5, направ ляющей 6, поддона 7 и спрейера 8, установленного перед магазином 1. Наконечник 5 выполнен из того же ма териала, чтр и заготовка 9, а его форма и размеры соответствуют форме и размерам ступеней заготовки и дополняют заготовку до замкнутой формы. Устройство работает следующим образом. Спеченные заготовки поочередно поступают на стол (не обозначен) устройства из магазина 1. При помощи толкателя 4 заготовку подают в зонунагрева (в индуктор 2). При этом ступени наконечника 5 совпадают со ступенями нагреваемой заготоёки и образуют нагреваемый обьектзамкнутой формы, в результате.чего достигается равномерный нагрев объекта в целом (а соответственно, и отдельных ступеней заготовки) токами высокой частоты. Нагретую в индукторе заготовку проталкивают по направляющей 6 на поддон 7, откуда заготовка поступает на операцию динамического горячего прессования. Толкатель 4 при помощи пневмоцилиндра 3 выводится из зоны нагрева, а затем наконечник 5 и толкатель 4 охлаждаются при помощи спрейера 8. Из магазина поступает новая заготовка и технологический процесс повторяется. Предлагаемое устройство испытано при изготовлении деталей из железо-, углеродистого материала для зерноуборочного комбайна. При этом температура заготовки на ступени большего диаметра составляла 1200с, на ступени меньшего - 1150°С (при нагреве этой же заготовки в известном устройстве температура заготовки на ступенях составляет, соответственно, 1200 и ). Нагретые в предлагаемом устройстве заготовки подвергали динамическому горячему прессованию, в результате чего плотность материала на ступени большего диаметра составляла 98%, а на ступени меньшего - 95% (при нагреве в известном устройстве плотность составляет 90 и 85% соответственно). Таким образом, применение предлагаемого устройства позволяет обеспечить высокую равномерность нагрева ступенчатых заготовок, повысить качество изделий после горячего прессования за счет снижения перепада плотности поступления сформованного изделия, повьш1ения однородности его структуры и механических свойств.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагреваСпЕчЕННыХ зАгОТОВОК СТупЕНчАТОйфОРМы | 1979 |
|
SU839693A1 |
| Установка для динамического горячего прессования деталей из металлического порошка | 1980 |
|
SU969461A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА КОМПАКТИРОВАННЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2165826C1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Установка для изготовления спеченных изделий | 1982 |
|
SU1031647A2 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1984 |
|
SU1161246A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2320731C2 |
УСТРОЙСТВО ДЛЯ ИНДЗПИЩОННОГО НАГРЕВА ЗАГОТОВОК СЛОЖНОЙ ФОРШ, включанлцее магазин заготовок, индуктор и толкатель со штокоМ, отличающееся тем, что, с целью обеспечения равномерности нагрева заготовок ступенчатой формы и повышения качества изделий, шток толкателя выполней с наконечником, форма и размеры которого соответствуют форме и размерам ступеней заготовки, при этом наконечник выполнен из материала заготовки. (О is п 1ПП /та 35 в х 4iak X) N9 Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лозинский М.Г | |||
| Кронышленное применение индукционного нагрева | |||
| М., Изд | |||
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дорофеев Ю.Г | |||
| идр | |||
| Опыт применения динамического горячего прессования на заводе Ростеельмаш, - Поп 1981, № 6, рошковая металлургия с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
