(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
порядке относительно секций нижней матрицы, а первая пористая секция верхней матрицы размещена над удлиненной нижней матрицей участка клибрования.
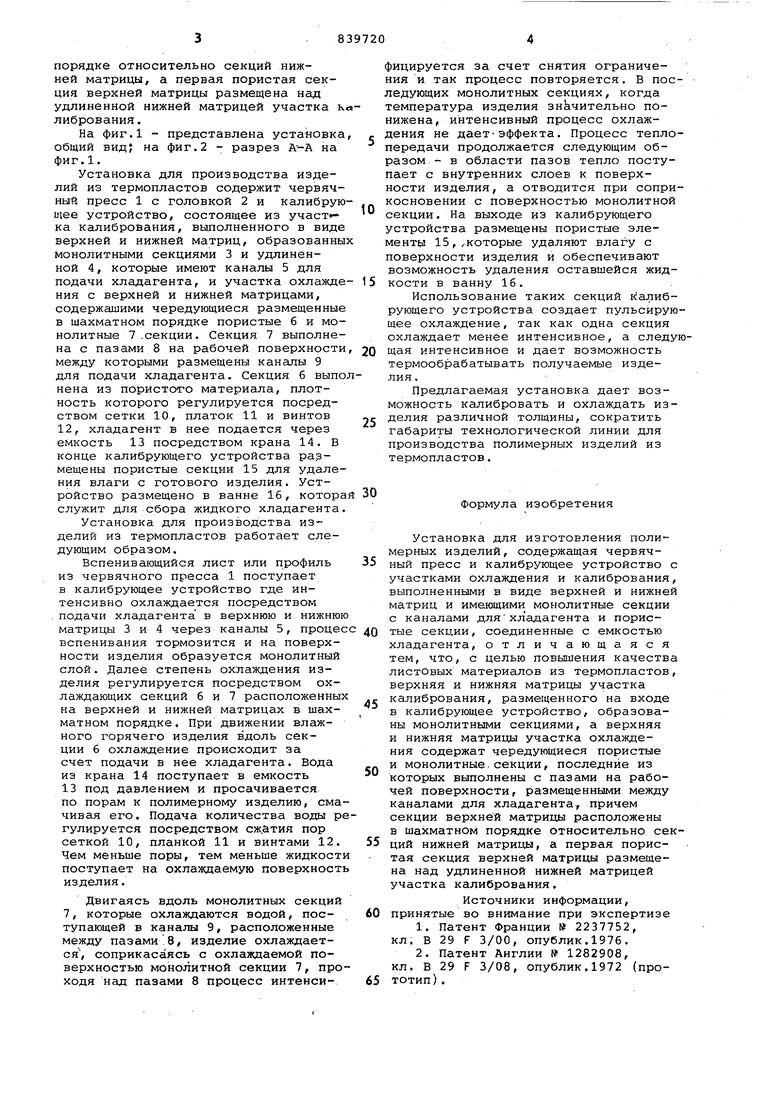
На фиг.1 - представлена установка общий вид на фиг.2 - разрез А-А на фиг.1.
Установка для производства изделий из термопластов содержит червячный пресс 1 с головкой 2 и калибрующее устройство, состоящее из участ -ка калибрования, выполненного в виде верхней и нижней матриц, образованны монолитными секциями 3 и удлиненной 4, которые имеют каналы 5 для подачи хладагента, и участка охлаждения с верхней и нижней матрицами, содержащими чередующиеся размещенные в шахматном порядке пористые 6 и монолитные 7 .секции. Секция 7 выполнена с пазами 8 на рабочей поверхности между которыми размещены каналы 9 для подачи хладагента. Секция б выпонена из пористого материала, плотность которого регулируется посредством сетки 10, платок 11 и винтов 12, хладагент в нее подается через емкость 13 посредством крана 14. в конце калибрующего устройства размещены пористые секции 15 для удаления влаги с готового изделия. Устройство размещено в ванне 16, котора служит для сбора жидкого хладагента.
Установка для производства изделий из термопластов работает следующим образом.
Вспенивающийся лист или профиль из червячного пресса 1 поступает в калибрующее устройство где интенсивно охлаждается посредством . подачи хладагента в верхнюю и нижнюю матрицы 3 и 4 через каналы 5, процес вспенивания тормозится и на поверхности изделия образуется монолитный слой. Далее степень охлаждения изделия регулируется посредством охлаждающих секций 6 и 7 расположенных на верхней и нижней матрицах в шахматном порядке. При движении влажного горячего изделия вдоль секции 6 охлаждение происходит за счет подачи в нее хладагента. Вода из крана 14 поступает в емкость 13 под давлением и просачивается по порам к полимерному изделию, смачивая его. Подача количества воды регулируется посредством сжатия пор сеткой 10, планкой 11 и винтами 12. Чем меньше поры, тем меньше жидкости поступает на охлаждаемую поверхность изделия.
Двигаясь вдоль монолитных секций 7, которые охлаждаются водой, поступающей в каналы 9, расположенные между пазами8, изделие охлаждается, соприкасаясь с охлаждаемой поверхностью монолитной секции 7, проходя над пазами 8 процесс интенсифицируется за счет снятия ограничения и так процесс повторяется. В последующих монолитных секциях, когда температура изделия знЬчительно понижена, интенсивный процесс охлаж, дения не даетэффекта. Процесс теплопередачи продолжается следующим образом - в области пазов тепло поступает с внутренних слоев к поверхности изделия, а отводится при соприкосновении с поверхностью монолитной секции. На выходе из калибрующего устройства размещены пористые элементы 15,которые удаляют влагу с поверхности изделия и обеспечивают возможность удаления оставшейся жидкости в ванну 16.
Использование таких секций калибрующего устройства создает пульсирующее охлаждение, так как одна секция охлаждает менее интенсивное, а следующая интенсивное и дает возможность термообрабатывать получаемые изделия .
Предлагаемая установка дает возможность калибровать и охлаждать изделия различной толщины, сократить габариты технологической линии для производства полимерных изделий из термопластов.
Формула изобретения
Установка для изготовления полимерных изделий, содержащая червячный пресс и калибрующее устройство с участками охлаждения и калибрования, выполненными в виде верхней и нижней матриц и имеющими монолитные секции с каналами дляхладагента и пористые секции, соединенные с емкостью хладагента, отличающаяся тем, что, с целью повышения качества листовых материалов из термопластов, верхняя и нижняя матрицы участка калибрования, размещенного на входе в калибрующее устройство, образованы монолитными секциями, а верхняя и нижняя матрицы участка охлаждения содержат чередующиеся пористые и монолитные.секции, последние из которых выполнены с пазами на рабочей поверхности, размещенными между каналами для хладагента причем секции верхней матрищл расположены в шахматном порядке относительно секций нижней матрицы, а первая пористая секция верхней матрицы размещена над удлиненной нижней матрицей участка калибрования.
Источники информации,
0 принятые во внимание при экспертизе
1.Патент Франции № 2237752, кл. В 29 F 3/00, опублик.1976.
2.Патент Англии № 1282908,
кл. В 29 F 3/08, опублик.1972 (прототип).
.I
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления листовых полимерных материалов | 1980 |
|
SU891460A1 |
| Устройство для производства армированных материалов из термопластов | 1977 |
|
SU614960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| Линия для непрерывного изготовления изделийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU852600A1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1984 |
|
SU1224162A1 |
| Устройство для калибрования экструдируе-МыХ ТРуб из ТЕРМОплАСТОВ | 1974 |
|
SU835804A1 |
| Способ изготовления жилы кабеля связи с изоляцией из пористого полиолефина и матрица к прессу для его осуществления | 1979 |
|
SU864346A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2013 |
|
RU2559615C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2329142C1 |

2
Фие.г
