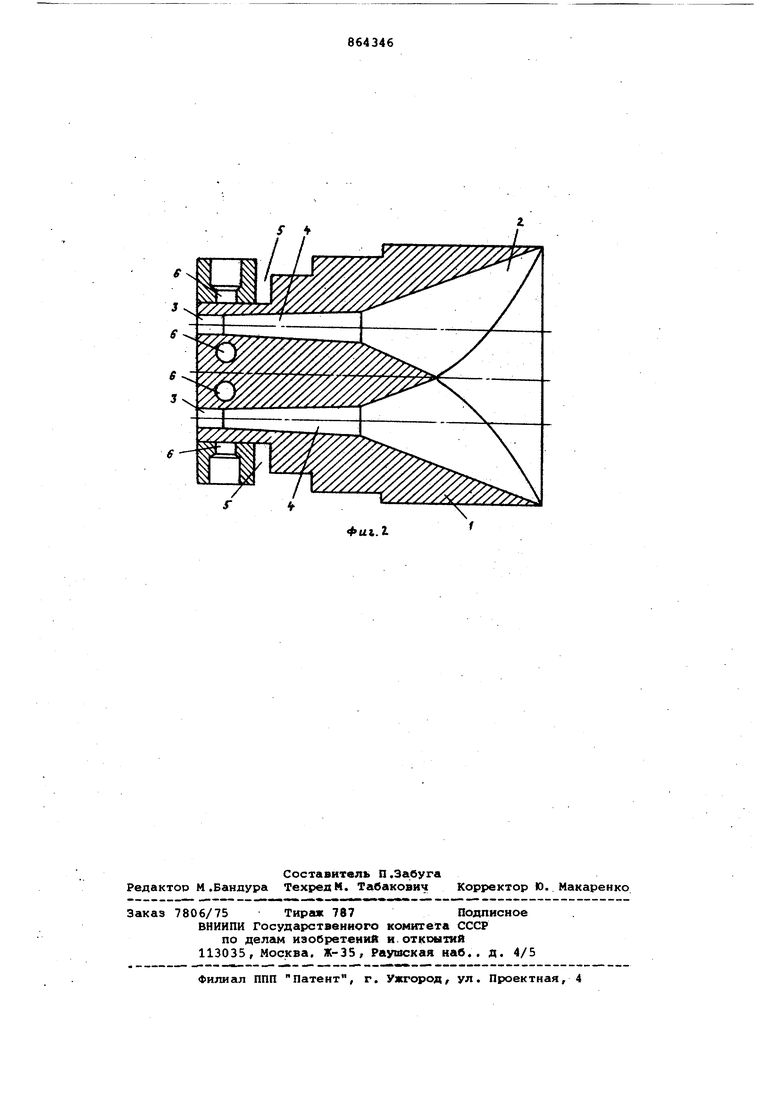
ности калибрующей части матрицы поддерживеиот в пределах ЗО-ЗО С, а протягивание жилы осуществляют со скоростью , обеспечивсоощей обжатие изоля ции за 1/15-1/20 с. Наружная поверхность матрицы в зоне средней части сужающегося канала имеет кольцевую канавку, а на участке перехода сужающегося канала в калибрующую часть выполнен кольцевой канал для хладагента. При этом длина сужающегося канала в 7-9 раз превышает диаметр калибрую щей части матрицы, а угол конусности сужающегося канала составляет 2 ЗО 3 ° 30 , На (фиг. 1 и фиг. 2) изображены варианты конструктивного выполнения матрицы к прессу, реализующему предложенный способ . В процессе протягивания токопрово дящей жилы на нее накладывают изоля.циюI разогретую в головке пресса до температуры 1,3-1,6 -от температуры плавления полиолефина, образующего изоляцию, в процессе обжатия изоляции в сужающемся канале матрицы ее охлаждают так, чтобы температура наружной поверхности на выходе из сужающегося канала была ниже температу ры плавления материала изоляции и составляла 0,92-0,97 от этой величины. При этом скорость протягивания жилы связана с размерами сужающегося канала так, чтобы осуществляемое в нем обжатие изоляции на 50-60% jio наружному диаметру обеспечивашось в течение времени от 1/15 до 1/20 долей секунды. Необходимый перепад температуры по длине сужающегося канала обеспечивают подводом в его начальную зону дозированного количества тепла от на гревателя и отводом тепла с помсядью хладагента от сужающегося канала на участке его , примыкающем к калибрующей части. Температуру внутренней поверхности калибрующей части матрицы поддерживают в пределах 30-50С,что улучшает условия калибрования изоляции, обеспечивая требуемые условия охлаждения поверхности изоляции, а также снижение трения изоляции о матрицу в связи с относительно низкой темпе ратурой ксшибрующей части самой мат рицы. Нагрев и охлаждение сужающегося канала можно осуществить путем разд ления участка головки, прилегающего к сужающемуся каналу матрицы, на не сколько зон с поддержанием температуры в каждой из них в требуемых пр делах по приборам, но в связи с отн сительно небольшой длиной сужающего канала такая конструкция получилась бы сложной. Варианты конструкции матрицы поз воляют решить поставленную задачу с помощью одного нагревателя, расположенного в зоне матрицы и кольцевого канала жидкостного охлаждения. Матрица 1 выполнена с конической полостью 2, соединенной с калибрую1аей частью 3, сужающимся каналом 4. 8зоне средней части канала 4 выполнена кольцевая канавка 5, а на участке перехода канала 4 в калибрующую часть 3 предусмотрен кольцевой канал 6 для подачи хладагента. Наружная поверхность матрицы в зоне конической полости 2 и, по крайней мере, примыкающей к ней части сужающегося канала 4 обогревается либо непосредственно нагревательным элементом, либо через матрицедержатель, вокруг которого в этом случае располагается нагревательный элемент (нагревательный элемент и матрицедержатель не показаны). Матрица, изображенная на фиг. 2. по существу аналогична матрице , изображенной на фиг. 1. Некоторое отличие этой матрицы состоит в том, что она содержит сдвоенную коническую полость 2 , две самостоятельные калибрующие части 3 и два сужающихся канала 4., что дает возможность одновременно опрессовывать две токопроводящие жилы и позволяет не только повысить производительность изолирования но и обеспечить идентичность характеристик обеих жил, образующих пару кабеля связи. Угол конусности полости 2 составляет 20-25°, а угол конусности сужающегося канала лежит в пределах 2° 30 . Длина сужающегося канала в 79раз превышает длину калибрующей части матрицы. в матрице предложенной конструкции сужающийся канал 4 примерно в 1,5 раза короче, чем в известной матрице . в этом случае кольцевая канавка 5 выполняется на глубину, при которой толщина стенки составляет 1-. 1 ,2 от диакютра сужающегося канала в этом месте, что обеспечивает достаточно плавное понижение температуры по длине сужающегося канала и в то же время снижает в достаточной степени теплопередачу между обогреваемой и охлаждаемой зонами матрицы. В результате значительно улучшаиотся условия формирования пористой изоляции. Быстрое охлаждение ее поверхности, осуществляемое в процессе обжатия, создает условия как для стабилизации наружных размеров изделия, так и для стабилизации процесса порообразования. При этом не только повышается стабильность емкостных характеристик кабеля связи (средне-квадратичное отклонение рабочей емкости снижается почти в два раза) , но и повышается электрическая прочность изоляции (на 7-10%).
Формула изобретения
1.Способ изготовления жилы кабеля связи с изоляцией из пористого аолйолеФина, например полиэтилена заключающийся в протягивании токопроводящей жилы через матрицу пресса/ наложении на нее изоляции при температуре 1,3-1,6 от температуры-плавления материала изоляции, обжатии . наложенной изоляции в сужающемся канале матрицы на 50-60% по наружному диаметру с последующей ксшибровкой
в матрице и охлаждением в ванне, отличающийся тем, что,, с целью повышения стабильности емкостных характеристик и электрической прочности изоляции, температуру наружной поверхности изоляции на выходе из сужающегося канала поддерживают в пределах 0,92-0,97 от температуры плавления материала изоляции , температуру внутренней поверхности калибрующей части матрицы поддерживают в пределах 30-50 С, причем протягивание жилы осуществляют со скоростью, обеспечивающей обжатие изоляции за 1/15-1/20 с.
2.Матрица к прессу для изготовления жилы кабеля связи с изоляцией из пористого полиолефина с конической полостью, калибрующей частью и соединяющим их каналом, сужающимся в сторону калибрующей части, выполненная с обогреваемой, по крайней Мере, в зоне конической полости и прилФлкающего к ней участка сужающегося канала нару::шой поверхностью, отличающаяся тем, что, с целью повыиюния стабильности емкостных характеристик и электрической прочности изоляции, а также упро щения устройства и повышения надежности работы J наружная поверхность матрицы в зоне средней части сужаю0щегося канала имеет кольцевую канавку а на участке перехода сужающегося канала в кгшибрующую часть выполнен кольцевой канал для хладагента.
3. Матрица поп. 2. отли
5 чающаяся тем, что длина сужающегося канала в 7-9 раз превыиает диаметр кгшибрующей части матрицы, а угол конусности сужающегося канала составляет - .
0
Источники информации, принятые во внимание при экспертизе
1.Белоруссов Н.И. и др. Производство кабелей и проводов с пластмассовой изоляцией. М-Л ., Энергия, 1966, с. 64-72.
5
2.Операционная карта технологического процесса наложения пластмассовой изоляции методом экструзии
О 20.301.7451.004 Бендерского кабельного завода Мрлдавкабель , 1977.
0
3.Чертеж завода Молдавкабель 537-63 , 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Устройство для изготовления ленточных кабелей с пленочной изоляцией | 1976 |
|
SU610184A1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Способ наложения полимерной изоляции и устройство для его осуществления | 1976 |
|
SU655001A1 |
| Способ изготовления неразъемного шарнирногопОдшипНиКА | 1978 |
|
SU827871A1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| Способ изготовления электрического провода и вакуумируемая экструзионная головка для наложения оболочки на электрический провод | 1980 |
|
SU888216A1 |
| Матрица для обжима концов труб | 1979 |
|
SU863092A1 |
| Матрица для прессования изделий | 1979 |
|
SU804050A1 |
f
ut.l
