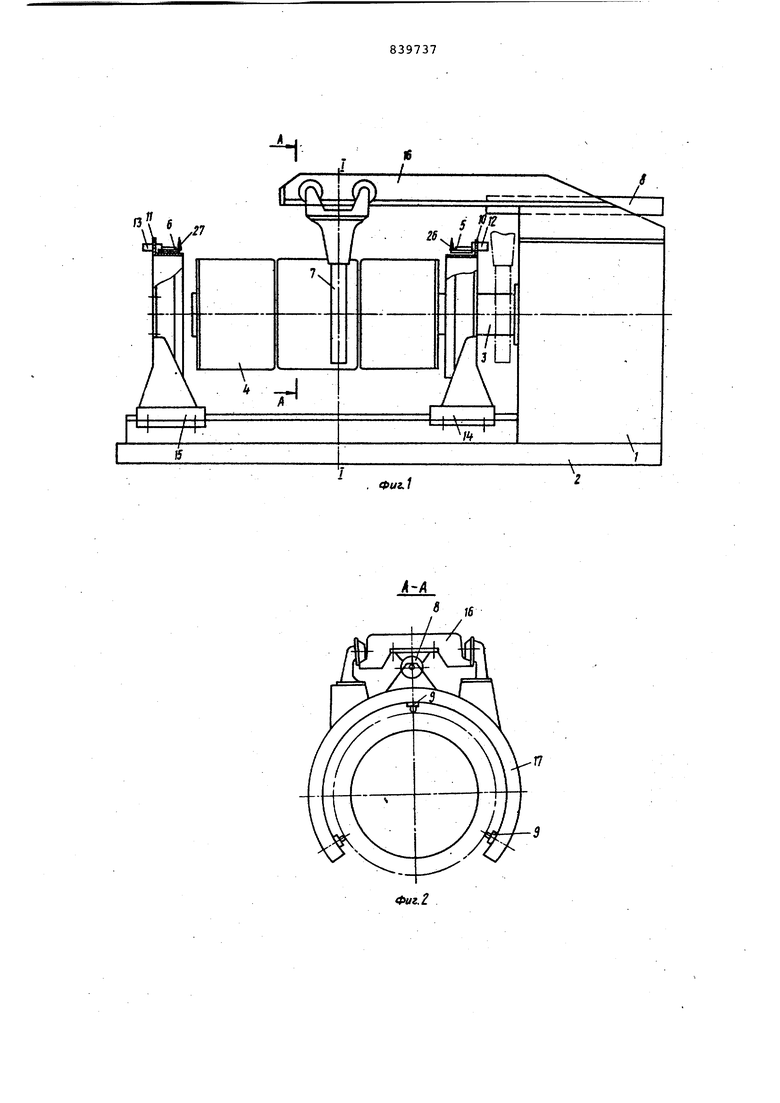
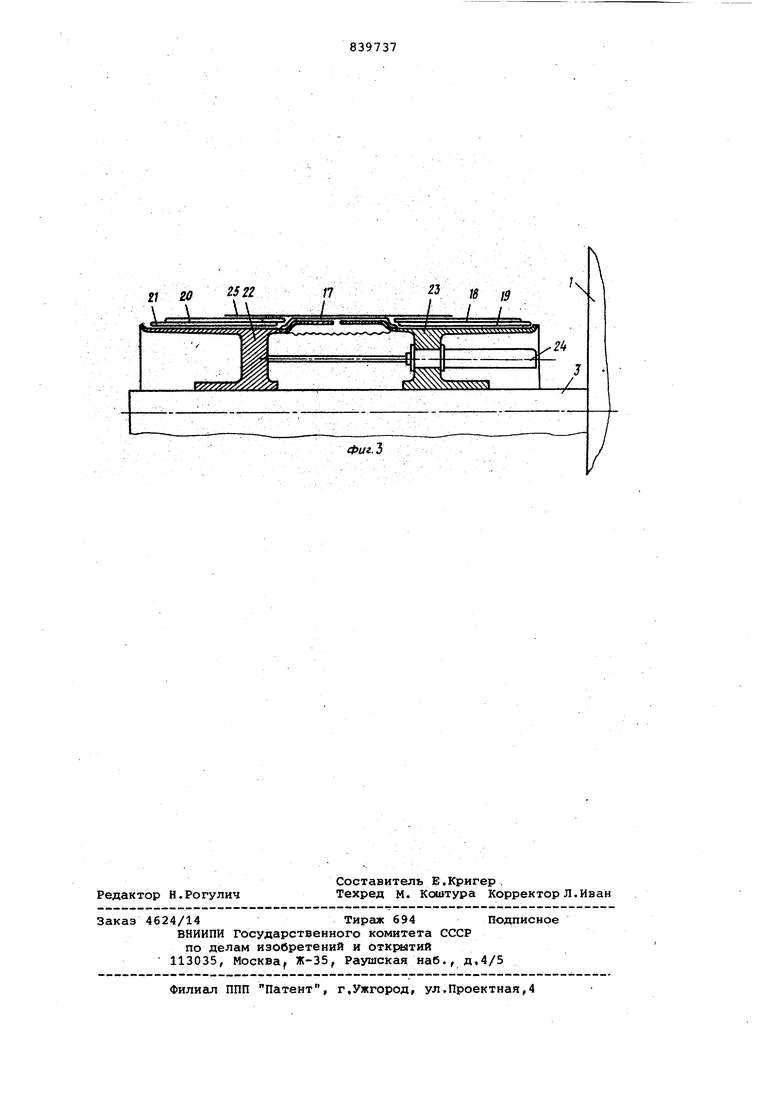
(54)УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН Формующий е5арабан 4 (фиг.З) содержит оболочку 17 и оболочки 18-21 для оформления бортов покрыше а также опору 22 подвижную и опору 23неподвижную с гребенчатыми концами. Опора 22 связана с приводом 24ее перемещения по валу 3, Устройство раоотает следующим образом. На барабане 4 образуют каркасный браслет 25. В шаблоны 5 и б заправляют бортовые крьшья 26 и 27. Скобу 7 приводом 8 по направляющей 16 устанавливают в положение I - I , соо ветствующее положению плоскости сим метрии сформованного каркасного браслета 25, проходящей через корон После этого шаблоном 5 крыло 26 устанавливают около места его будущего сопряжения с браслетом 25. Шабло ном б крыло 27 устанавливают на расстоянии, равном расстоянию между бортами в сформованном браслете 25. В оболочку 18 .подают сжатый воздух и фиксируют кромку браслета 25 на .обойме 10, Сжатый воздух подают в оболочку L7 и привод 24 перемещаю в опору 22. Формуют браслет 25. Как только он своей короной дотрагивает ся до датчиков 9, они подают сигнал на прекращение формования и подачу сжатого воздуха в оболочку 20, которая фиксирует другую кромку браслета. Крылья 26 и 27 приклеивают гиаблонами 5 и б к сформованному браслету. Затем шаблоны 5, б и скоба 7 устанавливаются в исходное положение. Оболочками 1821 заворачивают кромки браслета на крылья. На сформованный каркас накладывают слои брекера и протектор, после чего цикл сборки заканчивает-, ся. Использование предлагаемого изобретения позволяет повысить качество сборки покрышек, вследствие контролирования требуемой величины размера сформованного каркаса покрышки по короне. Формула изобретения Устройство для сборки покрышек пневматических шин, содержащее смонтированный на станине на консольном приводном валу формующий барабан и установленные по его торцам шаблоны для посадки крыльев, отличающееся тем, что, с целью контролирования величины заданного размера формуемого браслета покрышки пневматической шины по короне, оно снабжено установленной концентрично формующему барабану подвижной скобой с приводом ее возвратно-поступательного перемещения и датчиками контроля размера формуемого браслета, смонтированными на скобе друг относительно друга под углом 90 -120 . Источники информации, принятые во внимание при экспертизе 1. Машины и аппараты резинового производства. Под ред. Д.М.Барского. М., Химия, 1975, с. 362-364 (прототип) .
-н
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1399168A1 |
| Способ сборки покрышек пневматических шин и устройство для его осуществления | 1986 |
|
SU1715650A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU856847A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1629208A1 |
| Способ сборки покрышек пневматических шин | 1989 |
|
SU1691133A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
. Фиг.1 21 го
