(54) РЕЗЬБОНАКАТНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Резьбонакатная головка | 1985 |
|
SU1250368A1 |
| Резьбонакатная головка для накатывания конических резьб | 1980 |
|
SU967638A1 |
| Резьбонакатная головка | 1979 |
|
SU841742A1 |
| Резьбонакатная головка для накатки резьбы на тонкостенных трубах | 1979 |
|
SU782937A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| Резьбонакатная головка | 1982 |
|
SU1094657A2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
I
Изобретение относится к обработке металлов давлением, а именно -к устройствам для накатывания конических резьб, и может быть использовано в трубной промьшшенности и в машиностроении.
Известно устройство для накатывания конических резьб, содержащее резьбонакатную головку с роликами, установленную в корпусе на направлякщих станины, привод осевого перемещения головки и механизм согласования осевого перемещения головки радиальным перемещением роликов 1.
Недостатком указанного устройства является то, что оно непригодно для накатьшания резьб на крупногабаритных деталях, так как резьбонакатная головка не имеет возможности вращёния, а осуществить вращение детали сложно.
Наиболее близким к предлагаемому техническим решением является резьбонакатная головка для накатывания конической резьбы, содержащая корпус, в радиальных пазах которого установлены ползуны с размещенными в них на осях резьбонакатными и обкатными роликами, а также механизм конусообразования, выполненный в виде муфты с закрепленным на ней копиром, установленной на корпусе с возможностью контакта копира с обкатными роликами 2.
10
Недостатком данной головки является то, что угол разворота резьбонакатных роликов в.ней постоянен, а угол подъема накатываемой резьбы переменный. В результате несовпадения
15 указанных углов имеет место погрешность профиля витков и шага.
Цель изобретения - повьш1ение точности накатываемой резьбы.
Поставленная цель достигается тем,
20 что резьбонакатная головка для накатывания конической резьбы, содержащая корпус, в радиальных пазах которого устанрвлены ползуны с размещена
11ЫМИ в 1ШХ на осях резьбонакатными и обкатными роликами, механизм конусообразования, выполненный в виде муфты с закрепленными на ней копирами, установленной на корпусе с возможностью контакта копиров с обкатными роликами, снабжена копирными роликами, установленными на концах осей резьбон катных рычагов с возможностью свободного вращения, в корпу- to
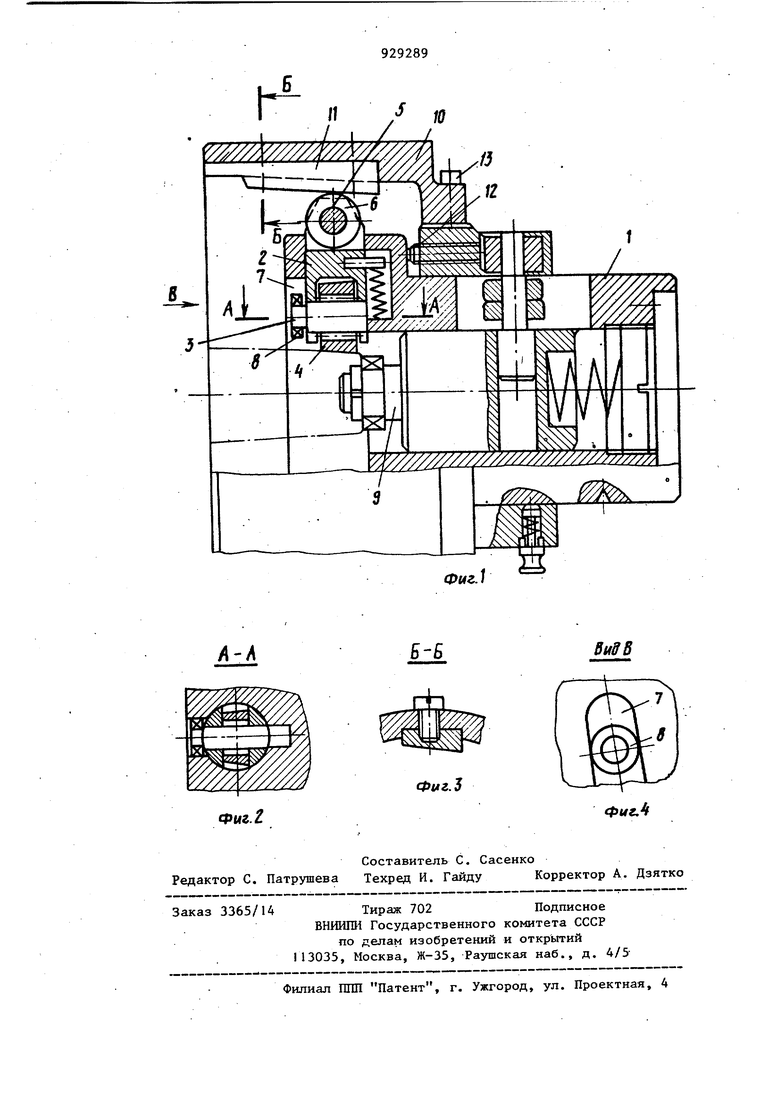
се выполнены фигурные пазы, копирные ролики размещены в указанных пазах, а радиальные пазы выполнены цилиндрическими. На фиг. 1 изображена резьбоиакат- is рота ная головка, общий вид;.на фиг. 2 разрез А-А на фиг. 1; на фиг. 3.разрез Б-Б иа фиг. 1; на фиг. 4 вид В на фиг. 1. Резьбонакатная головка содержит корпус 1 в радиальных цилиндрических пазах которого установлены ползуны 2 с размещенными в них на осях 3 резьбонакатными роликами 4 и на осях 5 обкатными роликами 6. В корпусе выполнены фигурные пазы 7 и в них размещены копирные ролики 8, установ ленные на концах осей 3 с возможностью свободного вращения. В централь ном отверстии корпуса 1 расположена оправка 9, жестко связанная с муфтой 10, установленной на корпусе. На муфте 10 закреплены копиры П. Винт 12 предназначен для настройки головки на заданный ji HaMeTp изготавливаемой резьбы I3 - фиксатор муфты. .Работа резьбонакатной головки заключается в следующем. Резьбонакатную головку подают на вращающуюся заготовку. Заготовка упи рается своим торцом в оправку 9 и перемещает ее в осевом направлении относительно корпуса 1 вместе с муфтой 10 и закрепленными ид муфте кохш рами 11. При этом ползуны 2 и размещенные в них резьбонакатные ролики 4 получают радиальное перемещение, сог ласованное с осевым. Одновременно ко пирные. ролики 8, перемещаясь по пазам 7, поворачивают ползуны 2 вокруг своей оси, меняя угол наклона резьбонакатных роликов к оси заготовки. В конце накатывания резьбы обкатные ролики 6 попадают в на концах копиров 11 и резьбонакатные ролики 4 резко разводятся, освобождая заготовку, а фиксатор 13 фиксирует это положение. Головку отводят, заготовку сни13 отжимают, при этом оправка 9 и муфта 10 возвращаются в исходное положение и цикл повторяют.
В результате .того, что угол развомают и устанавливают новую, фиксатор резьбонакатных роликов всегда соответствует углу подъема накатываемой резьбы, точность резьбы накатываемой предложенной головкой выше, чем накатываемой известными головками- Формула изобретения Резьбонакатная головка для накатывания конической резьбы, содержащая корпус, в радиальных пазах которого установлены ползуны с размещенными в них на осях реаьбонакатными и обкатными роликами, механизм конусообразования, выполненный в виде муфты с закрепленными на ней копирами, установленной на корпусе с возможностью контакта копиров с обкатными роликами, отличающаяся тем, что, с целью повышения точности резьбы, она снабжена копирными роликами, установленными на концах осей резьбонакатных роликов с возйожностью свободного вращения, в корпусе выполнены фигурные пазы, копирные ролики размещены в пазах, а радиальные пазы выполнены цилиндрическими. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 312663, кл. В 21 Н 3/04, 1970. 2.Авторское свидетельство СССР № 539654, кл. В 21 Н 3/02, 1975 (прототип).
