(54) СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ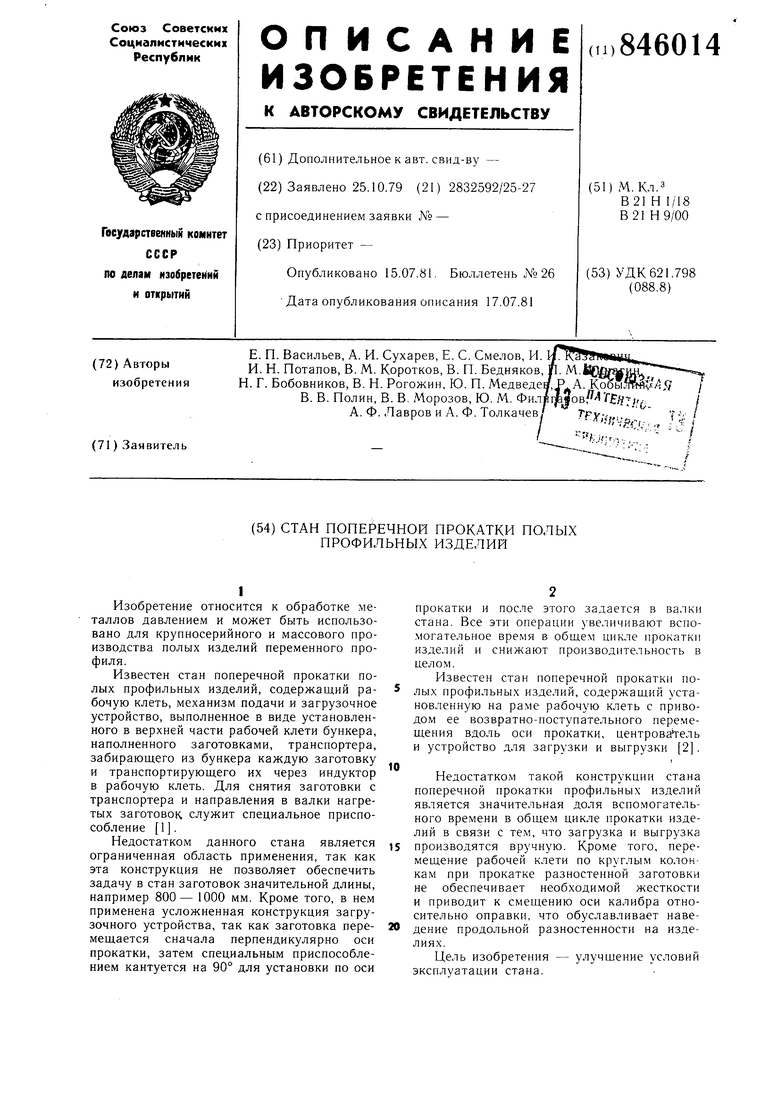
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечной прокатки полых профильных изделий | 1981 |
|
SU977088A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Загрузочно-разгрузочное устройство | 1978 |
|
SU763030A1 |
| Механизм вращения оправки станапОпЕРЕчНОй пРОКАТКи | 1979 |
|
SU845900A1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для крупносерийного и массового производства полых изделий переменного профиля.
Известен стан поперечной прокатки полых профильных изделий, содержащий рабочую клеть, механизм подачи и загрузочное устройство, выполненное в виде установленного в верхней части рабочей клети бункера, наполненного заготовками, транспортера, забирающего из бункера каждую заготовку и транспортирующего их через индуктор в рабочую клеть. Для снятия заготовки с транспортера и направления в валки нагретых заготовок, служит специальное приспособление 1.
Недостатком данного стана является ограниченная область применения, так как эта конструкция не позволяет обеспечить задачу в стан заготовок значительной длины, например 800- 1000 мм. Кроме того, в нем применена усложненная конструкция загрузочного устройства, так как заготовка перемещается сначала перпендикулярно оси прокатки, затем специальным приспособлением кантуется на 90° для установки по оси
2
прокатки и после этого задается в валки стана. Все эти операции увеличивают вспомогательное время в общем цикле прокатки изделий и снижают производительность в целом.
Известен стан поперечной прокатки полых профильных изделий, содержащий установленную на раме рабочую клеть с приводом ее возвратно-поступательного перемещения вдоль оси прокатки, центрова гель и устройство для загрузки и выгрузки 2.
Недостатком такой конструкции стана поперечной прокатки профильных изделий является значительная доля вспомогательного времени в общем цикле прокатки изделий в связи с тем, что загрузка и выгрузка производятся вручную. Кроме того, перемещение рабочей клети по круглым колонкам при прокатке разностенной заготовки не обеспечивает необходимой жесткости и приводит к смещению оси калибра относительно оправки, что обуславливает наведение продольной разностенности на изделиях.
Цель изобретения - улучшение условий эксплуатации стана.
Д,1Я достижении чтпи не.п; cT;:ii; iioricречной прокатки ю. профильных изделии снабжен (т. устапоЕ лепным входным торцом раб(1чсй к.:,ети и приводом иерсмещеии етода ; направлении, нерпендикуляриом оси :)окатки, иримел иснтроваTe,;;ii и ycT)OHeriUi дли загрузки и выгрузк ; уетановле1;ы иа ет;.)ле, а иривод и;,оемеше1И я стола вынолие) в Hiuie двух (м-нчозых ци шидров, LinOKH кспорых (югхниечы между
собой, |рИЧеМ ОЛ.ИН из С;;ЛО:1ЫХ ЦИ.Ч:,
установлен стаилоиарпи ла рашл а лл)угои iia сго.ме.
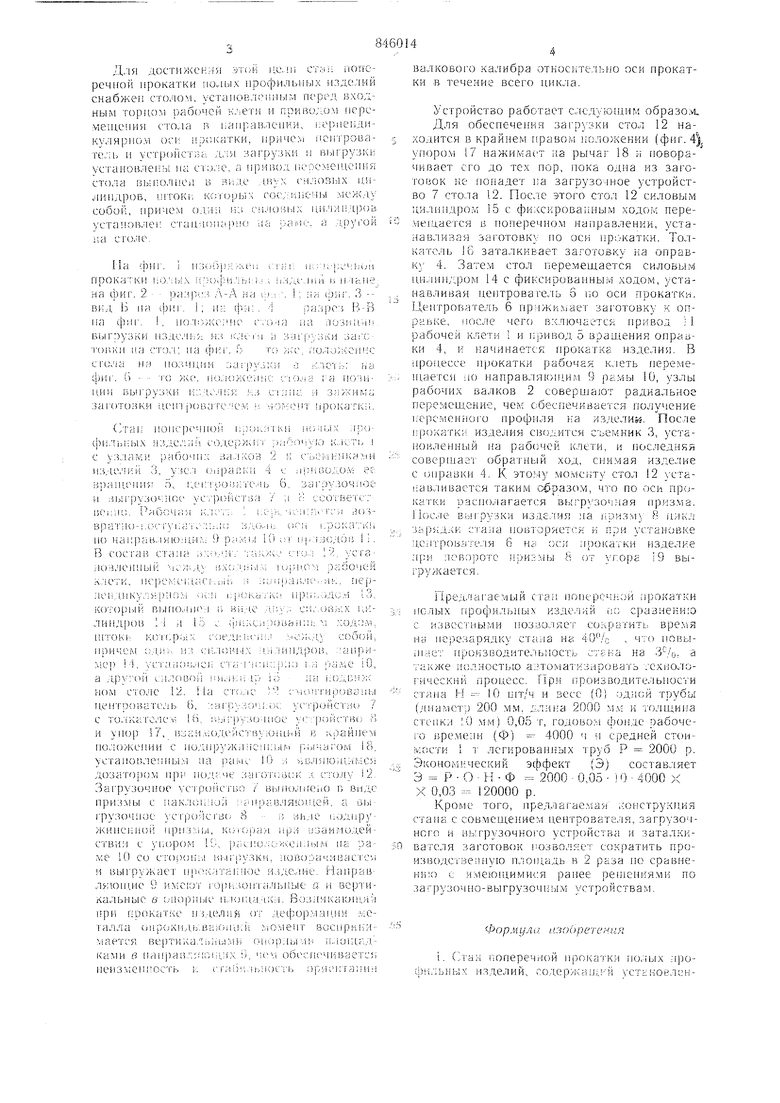
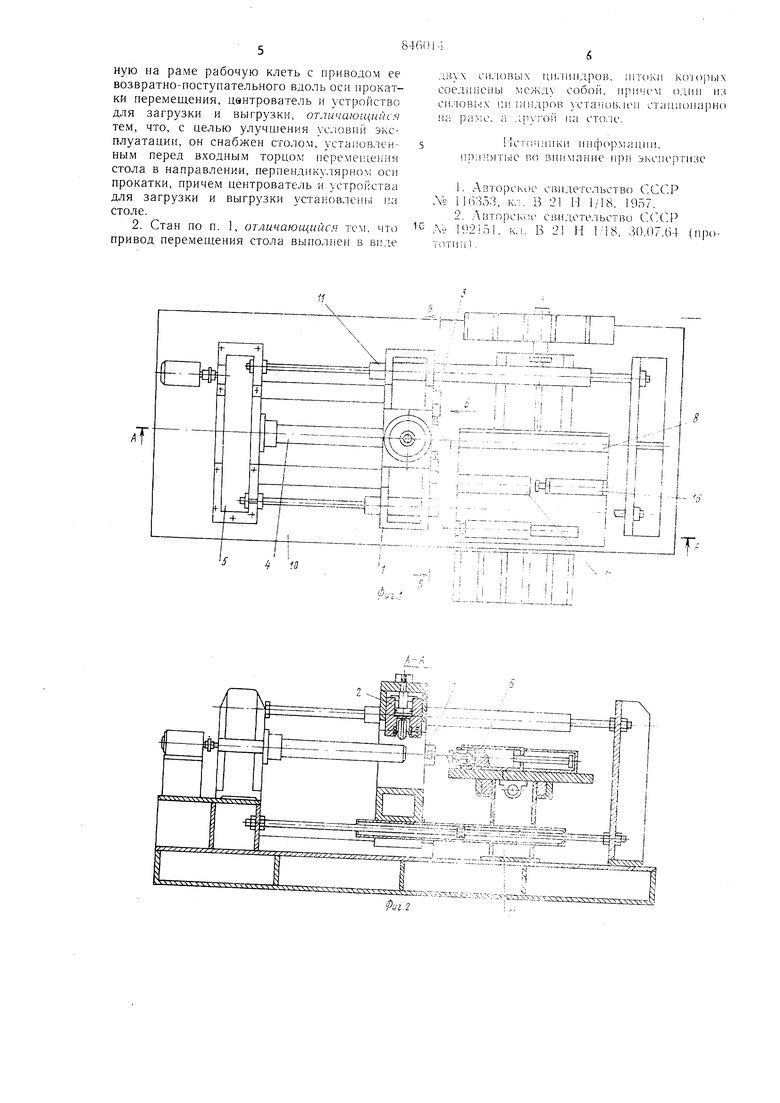
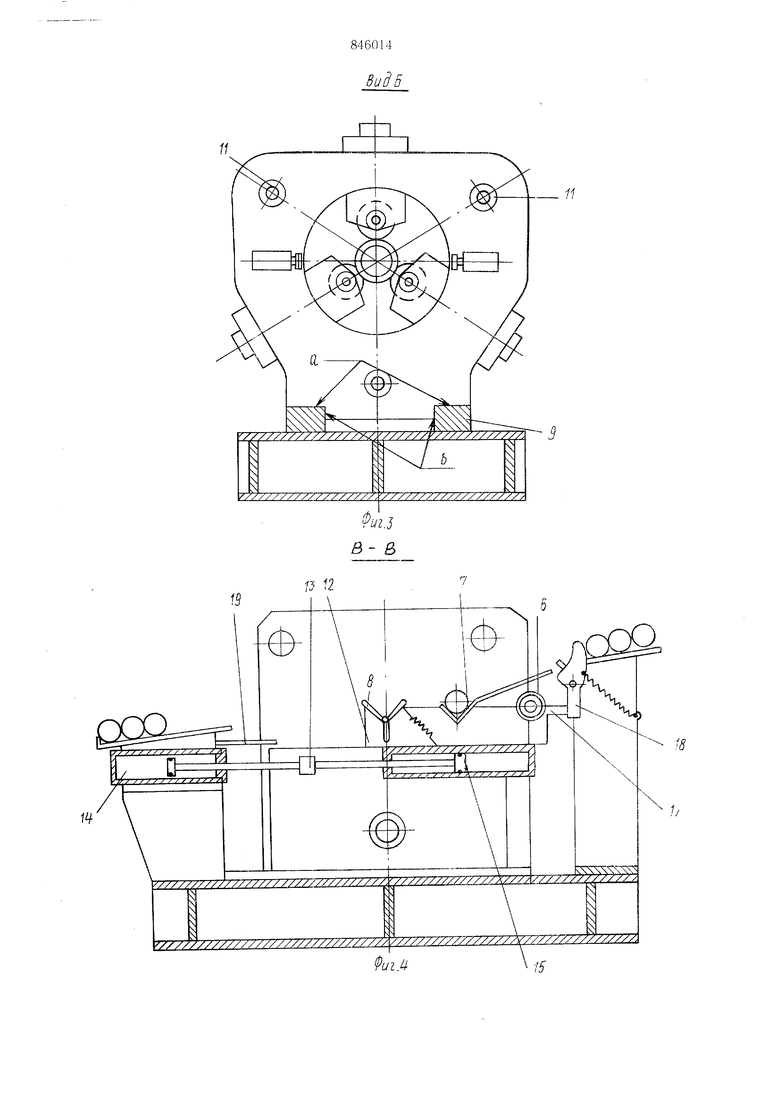
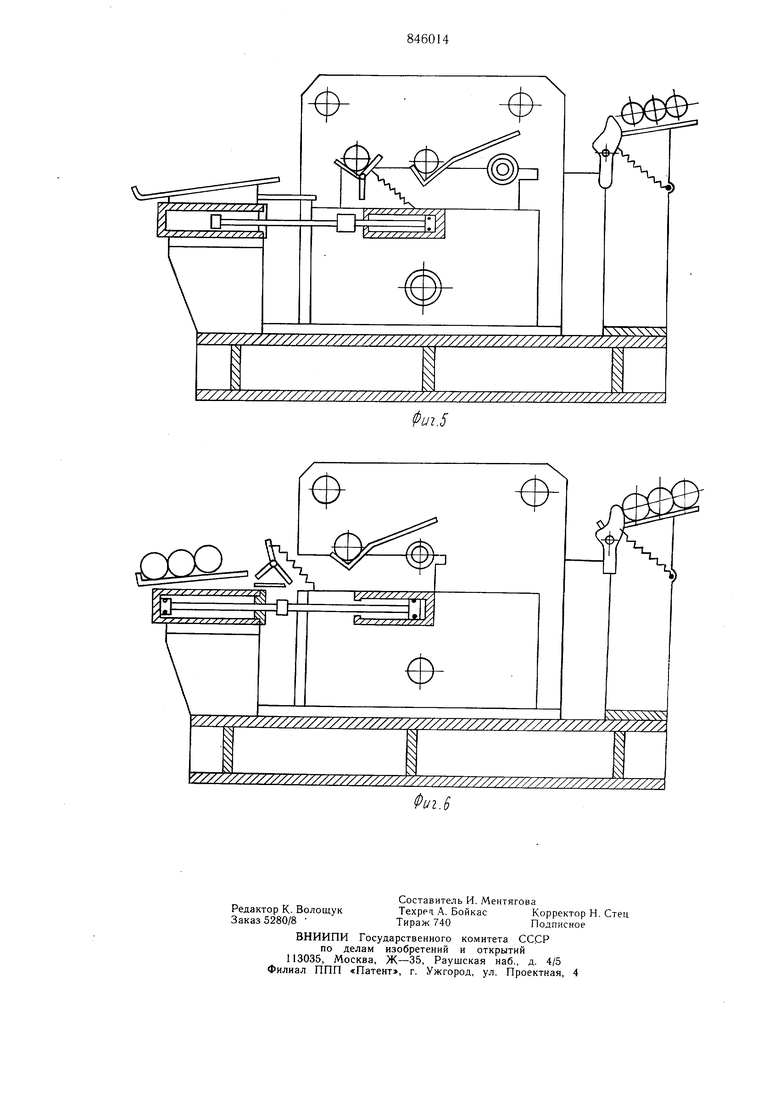
1а риг. 1 iHi(n)pK З.е:; I : ;; Н и: : N/pei l; ;n
ирокягки Hij.3 Г;оф 1п-;НН: , i.:;, в иаьие на фиг. 2 разр-з Л-А на ei.i . : ни (;}иг. 3 - вид Б на (|)иг. 1; из (Ьи;. 1 оазрез В-В иа фи1з . но южезие г.чма на позншчи выгоузки изде.И;;-; из .-i:i з зз1:1уз; и занс; ToiiKii iia cTo,i; на . b го ;сс, поЛх);;(С1И:е cro.ii НЯ позиции за:р.;;(:1 а злст-: hu
ИИИ ВЬИруЗКЕ ;-;3 i.:i::iu; iri ЗЛХХИМа
заготовки йен |К;в;. re-e:V; з .гз -огг ирокатки.
(/ган (чной нзпнзчки liOiH x ipo{1)ил1)|;в1х яздсдли еол, р;;з)1|у:о клетн : с y3:iaiv;i liafioMiH; залков z ; eijHi-.i ни;а:,1И изд1.хчнй ., yjc.i оирапки 4 .; ; м1нох,0л; ef В);ииени): 5, н(л з;о;};згель 6. за13 30чиое и 3ijapv3O4;ioe vcvpo iCT3;i / -.i ; ссочТечч : iUixH;. а6сч;нч клзгз . ix-3i.-изн;; л-:;;| .гочНС Г анравлнк):иИл: 9 рЗлЛЛ Ui ;;3 пр/ЗОДОЗ 1 ; .
В сосгав стсиа BX i/nr/ ;з;3./хз ;;r;.).i :-:, усгалс)зле1И1ви-; чз/|.д (;знннз iuHiKVv рабочей
KOiO)i,iii вв1ИОЛ|1о- в виде лз;уЗ; с;-;зоВл;Х и:-з лиидров М л 15 . )013пгни. , ходзлд ияокн Kivir pbix i3)t..iMirHij ..лл coOiHi. иричем ол,13- их ен. .ро1 заириа хн:пшои iiM,,iS3; ю 10 iia |;одв; :; ыом столе 12. Па clXAie е|о:ггц|)ова;1Ы 1еи(з)оват1.Х1В В, :-;:Ир 3;)з1..к: ч :ройетзо / с тo.l; iтcлe v 1п„ HbirpvBo-iHoe vl; .тюйствс; Н и упор 7, 15заи.;О.л.ейсти 31)И1ЬЙ в 1 райнем иол(жсиии с нодиружилеи1злр1 гзлчагом io. стаиоилеинглм иа гиИК И) з ъвл;1ю;цлмс:.: дозаторГ М ирв ио..чзз1е загото.ки; .( сто.лу i2. 3aipv304i oe уетроиство / ввшолис ио в BIBAC HpB3i ibi с иак.лсидлой -знравлякилйй, а BBI грузочиое сгроиегво 8з ;1Н.ле н.зднр/;-i Hiieiiiioi Bpir :-Hji, ко1С;рая iip3 1 3аимо.л,ействи;; с унором К-, |);кл:озоя е11Льии на оаме К) со clopoBia , ловоЗачивастси и ввпружает iirio:-i.3Tainioe изде;1иьз Наиравликлцне У имеют горГ130ил а.чьиые а и верлл ка;1виые в iaiopjiBie илон1аллч:н Возаи: ак)1И.яй при шокатке Hi.ae.niis oi- .лефор ла1.ии металла ijiipoK i.T3j.B;3fiiUHii .10меит воеири :;имается BepTHi;a. (М1)плы-и: i;.3uHU3aками в iaaj),3X :), мом обесгичиваетс;: 11еизл;е1июеть в cixiOH льиос Л;, ор(1;и:га1 ии
Устройство работает с..ледуюи.им o6pa30:vL Для обеспечения загрузки ето..п 12 находится в крайнем правом положении (фиг. 4), упоро.м 17 нажимает ;ia рычаг 18 :л иоворачивает его до тех пор, пока одма и.з заготовок ке попадет на загрузолиое устройство 7 стола 12. После этого стол 12 силовым цилиидром 15 с филсироваи1лв1м ходом пере.мещаелся в поперечном направлении, уетанавлизая заготовку но оеи прокатки. Толкателв 16 заталкивает заготовку ка оправку 4. Затем стол пере.мещается еи. 1ил.лиид,ром 14 е фиксироваины.м .кодом, устаиавливая неитровагель 5 ио оеи прокатки. 1.1еитрователь 6 прижи:,1ае1 заготовку к оправке, иосле чего включается привод i 1 рабочей клети 1 и привод 5 вращения опраики 4, и начинается прокатка изделии. В ирои.ессе п).)окатки рабочая клетв иеремепизелея lio иаправляюииш 9 рамв 10, узлы рабочих залков 2 еовергиают радиальное перемещение, чем обеспечивается получение нере.менпого нрофиля f:a изд.елим. После врокатки изделия е1зодится еъемник 3, уетаповлеинв|й иа раб(;чей клети, и последняя
еовери.1аел- обратный ход, сиимая изде: ие е оиравки 4. К этому стол 12 устанав..ливается таким соразом, что по оси npcjкалл-ск иасиолагается выгрсзочиая призма. После вьирузкн изде/щл иа 1;оизму 8 пикл
зарядли стана иовторяется и при установке п,слтрова е.ля б и ос:н ирокатки изделие
НГ;и ЛеВСИЮТе Н от ГОрс 9 ВВ1i pyжaeтeя.
Пред/агаемый стаи поперечной ирокатки
10Л1: 1Х профилвнв1х изде.лий но еразиени;0 с известными позволяет сократить время иа иерезарядку стана на 40/с -. что иовв1И1ает ироизводительиослъ на , а та14же iк;днocтвIO азтоматизировать .ех| ологический процесс. При ироизводительиости
стяиа И - 10 пнг/ч и весе (fli одной трубы (лиаметр 200 мм. длн1;а 2000 мл; и лолщина стенки .О .мм) 0,05 т, голюво.м фoп.. оабочего вpeмeiил (Ф) 4000 ч и средней стой№Д1сти ; т легиронап11ых труб Р 2000 р.
Эконоынчеекий эффект (Э) составляет Э - Р О Н Ф - 2000 0,05 О 4000 X X 0,03 - 120000 р.
Кроме того, преллагаемая конструкция стана с совмеп1,ением центровате.ля, загрузочного и выгр зочно10 устройства н заталкивателя заготово позволяет еократитв произво;.ствем 1у10 площадь в 2 раза ио сравиенн;о L имеющимися рапее реи1еииями но загрузс5нио-вв1грузоч1;ым уетройетвам. ную на раме рабочую клеть с приводом ее возвратно-поступательного вдоль оси прокатки перемещения, цвнтрователь и устройство для загрузки и выгрузки, отличающийся тем, что, с целью улучшения условий эксплуатации, он снабжен столом, установлен- .5 ным перед входным торцом исремен еьия стола в направлении, перпендикулярнол; оси прокатки, причем центрователь и устройства для загрузки и выгрузки установлен, на столе. 2. Стан по п. 1, отличающийся тем. что С привод перемещения стола выполнен в Bine дз си.чопых цилиндров, иичжи коюрых соединены между собой, причем одии из силовых lUi шндров установлен стапнопарио 1)амс, а дг-угой па CTO/IC. Исгочннки пнформа npHJiHTbiC 1«1 внимание нри эl cнepтизc До , K.L В 21 148, 3(107.64 (прототин).
