1
Изобретение относится к оборудованию для автоматической дуговой точечной сварки (АДТС ) внахлестку полотни Из отдельньпс листов и может, быть использовано в сварочном производстве, например в автомобильной промышленности для сварки настила прицепов
Известны устройства для сварки листов внахлестку рТ.
Однако в известных устройствах не механизирован процесс образования нахлеста.
Наиболее близким по технической сущности к предлагаемой установке является стенд для односторонней автоматической сварки полотнищ, содержащий смонтированные на оснований приводные секции рольганга,ложемент для листов и направляющие для nejpeмещения сварочной головки (ZT.
Недостатком указанного стенда является невозможность обеспечения нахлеста листов. Кроме того, конструкция стенда не позволяет загружать сверху одновременно несколь,,о листов, составляющих настил,
с помощью подвесного транспорта,
Цель изобретения - повышение производительности путем автоматизации останова рольганга и ориентации одного листа относительно другого.
Указанная цель достигается тем, что установка снабжена приводными подъемными толкателями и упорами для листа,смонтированными на ложементе, а также датчиками для передней кромки листа, установленными на упомянутых толкателях, при этом датчики для передней кромки листа связаны с приводом подъема толкателей.
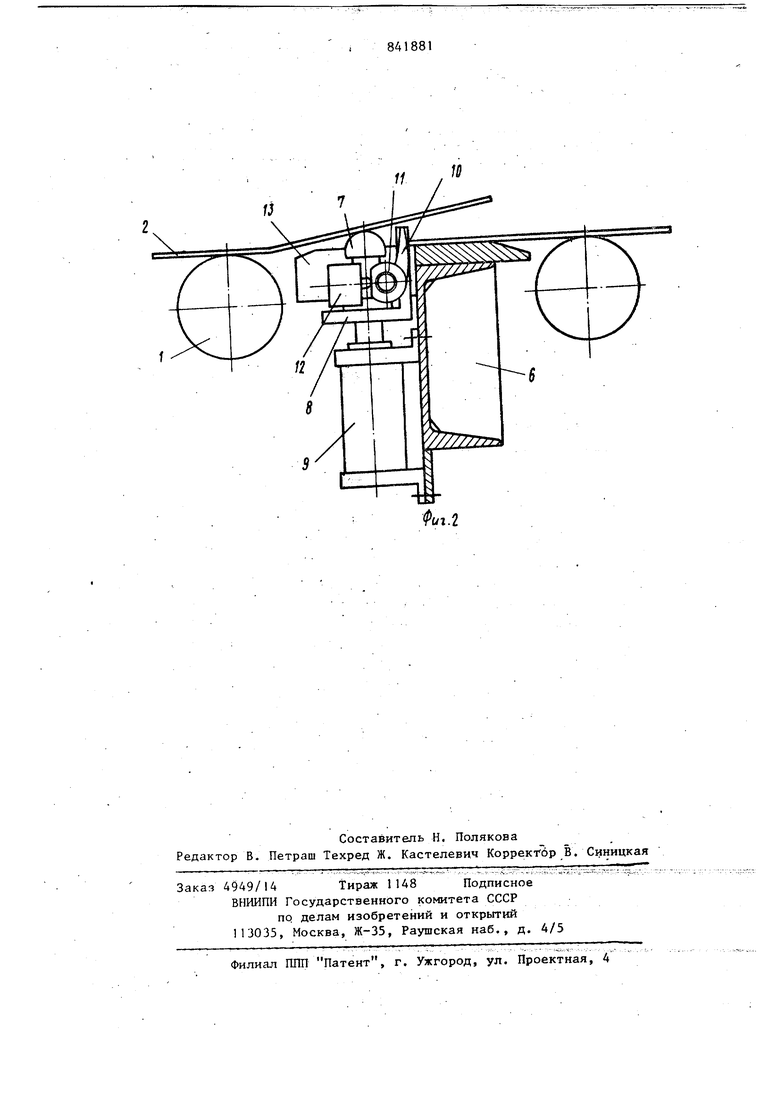
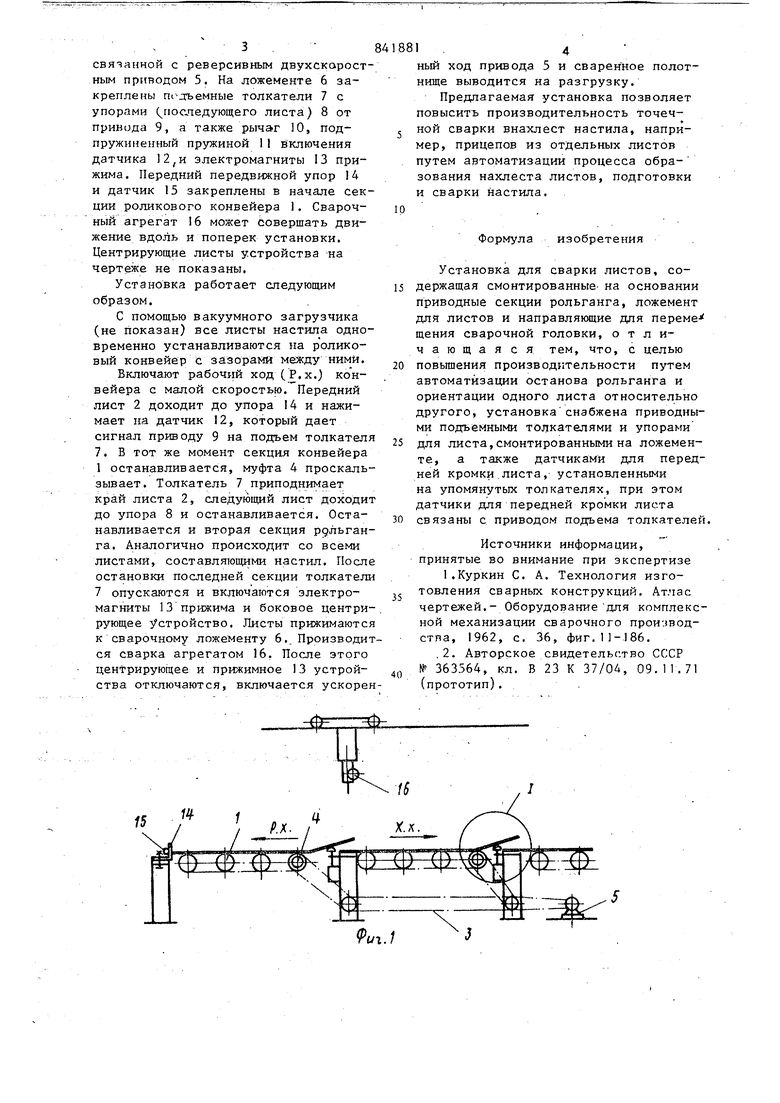
На-фиг.1 изображена установка, вид сбоку; на фиг.2 - узел- I на фиг.1.
Установка состоит из секции роликового конвейера 1, на котором размещаются- листы 2 с помощью цепи 3 и муфты 4 предельного момента.
3 .
связанной с реверсивньт двухскоростным приводом 5. На ложементе 6 закреплены пс-огьемные толкатели 7 с упорами (последующего листа) 8 от привода 9, а также рычэг 10, подпружинепный пружиной 11 включения датчика 12,и электромагниты 13 прижима. Передний передвижной упор Д и датчик 15 закреплены в начале секции роликового конвейера 1. Сварочный агрегат 16 может совершать движение вдоль и поперек установки. Центрирующие листы устройства на чертеже не показаны.
Установка работает следующим образом.
С помощью вакуумного загрузчика (не показан) все листы настила одновременно устанавливаются на роликовый конвейер с зазорами между .
Включают рабочий ход (Р.х.) конвейера с малой скоростью. Передний лист 2 доходит до упора 14 и нажимает на датчик 12, который дает сигнал приводу 9 на подъем толкателя 7. В тот же момент секция конвейера 1 останавливается, муфта 4 проскальзывает. Толкатель 7 приподнимает край листа 2, следующий лист доходит до упора 8 и останавливается. Останавливается и вторая секция рдльганга. Аналогично происходит со всеми листами, составляющими настил. После остановки последней секции толкатели 7 опускаются и включаются электромагниты 13 прижима и боковое центрирующее устройство. Листы прижимаются к сварочному ложементу 6. Производится сварка агрегатом 16. После этого центрирующее и прижимное 13 устройства отключаются, включается ускорен- 1 ,4
ный ход привода 5 и сваренное полотнище выводится на разгрузку.
Предлагаемая установка позволяет повысить производительность точечной сварки внахлест настила, например, прицепов из отдельных листов путем автоматизации процесса образования нахлеста листов, подготовки и сварки настила.
Формула изобретения
Установка для сварки листов, содержащая смонтированные- на основании приводные секции рольганга, ложемент для листов и направляющие для перемещения сварочной головки, отличающаяся тем, что, с целью повышения производительности путем автоматизации останова рольганга и ориентации одного листа относительно другого, установкаснабжена приводными подъемными толкателями и упорами для листа,смонтированными на ложементе, а также датчиками для передней кромки .листа,- установленными на упомянутых толкателях, при этом датчики для передней кромки листа связаны с приводом подъема толкателей
Источники информации, принятые во внимание при экспертизе
1.Куркин С. А. Технология изготовления сварных конструкций. Ат.час чертежей.- Оборудование для комплексной механизации сварочного прои.водстпа, 1962, с, 36, фиг.11-186.
,2. Авторское свидетельство СССР № 363564, кл. В 23 К 37/04, 09.11.71 (прототип). . ф ф ср fi/г.; -:
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Устройство для сборки и автомати-чЕСКОй СВАРКи СТыКОВ пОлОТНищ | 1979 |
|
SU846197A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |