(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА С ОТВЕРСТИЕМ
Модуль упругости пластмасс приблизительно в lOiO раз ниже модуля упругости стали.
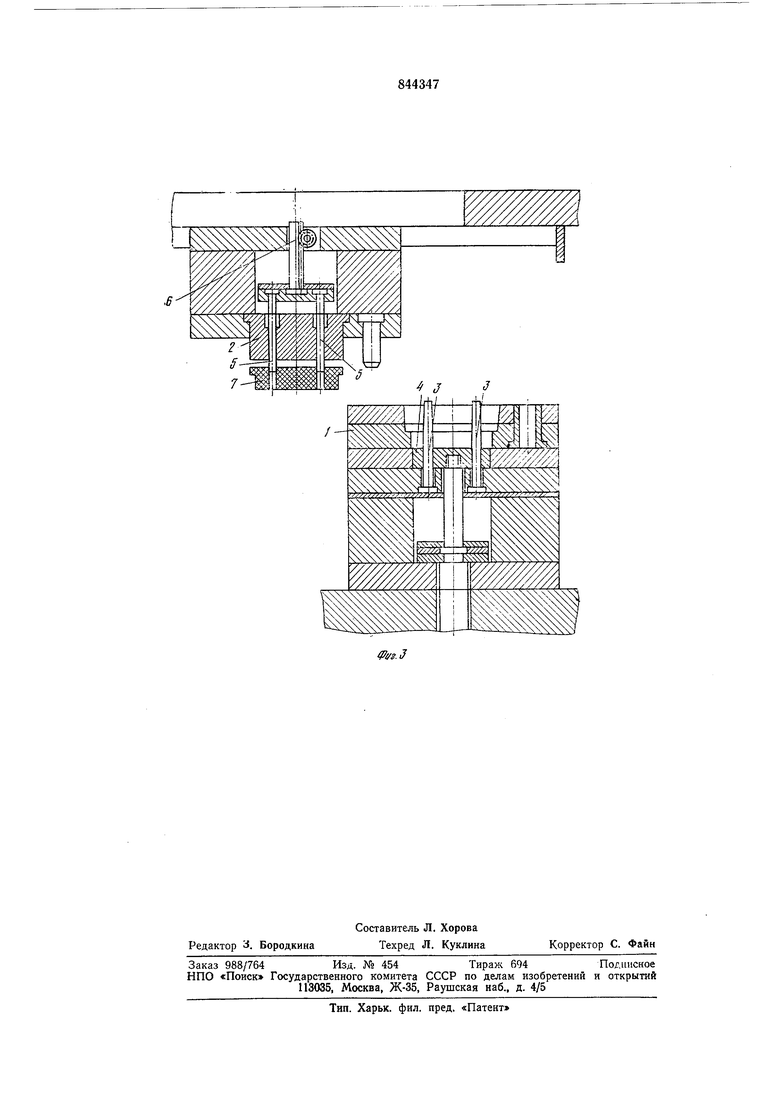
На фиг. 1 изображепа предлагаемая форма в положении выдержки под давлением; на фит. 2 и 3 - то же, в положе«иях на стадии извлечения изделия из формующей полости и с площади формы.
Форма для изготовления изделия из полимерного материала с отверстием содержит нижнюю 1 и верхнюю 2 полуформы. В полуформе / неподвижно установлены знаки 3 и выталкиватель 4, лодвижвый от привода (на фиг. не ооказая).
Полуформа 2 подвижна от привода (на .фигурах не показан) в перпендикулярном продольной оси формы направлении. В отверстиях а, которые выполнены в лолуформе 2 для знаков 3, подвижно установлены :равнь е ПО диаметру знакам 3 стержни 5, связанные с приводом для их продольного перемещения (на фигурах не показан) зубчатореечной передачей 6.
Форма работает следующим образом.
После |Выдержки лсд давлением формуемого материала в форме полуформа 2 ОЕ датся в крайнее верхнее положение, а выталкивателем 4, леремещающ-имся в крайнее верхнее положение, изделие 7 снимается со знаков 3.
Затем включаются привод для перемещения вниз стержней 5, которые вводятся в отверстия изделия 7, и привод для перемещения еолуформы 2 в поперечном относительно формы направлении, иосле чего эта полуформа переводится в крайнее боковое положение. После этого стерл ни 5 перемещаются в исходное крайнее верхнее пололсение, изделие 7 освобождается. Полуформа 2 перемещается в исходное положение над полуформой /.
Выгрузка изделий из формы не требует больщого усилия и времени, так как
стержни, диаметр 1которых равен внутреннему диаметру отверстий изделия, после сталкива-ния его со знаков, свободно входят в отверстия изделия, обеспечивая с ними 5 плотную посадку таким образом, что в результате последующей усадки изделия в соединении поверхностей стержней и отверстий возникают силы трения, достаточные для кратковременного удержания изделия на стержнях в момент вывода их из формы и в то же время незначительные для обеспечения легкого сбрасывания изделия со стержней в бункер.
Применение фор-мы такой конструкции 5 иовыщает производительность труда и улучщает удобства обслужизания пресса.
изобретения
Форма для изготовления изделия из
полимерного материала с отверстием, содержащая нижнюю и верхнюю полуформы, знак и выта.киватель, установленные в нижней полуформе, причем в верхней полу5 форме выполнено отверстие гля знака, о тличающаяся тем, что, с целью механизации удаления изделия с площади формы, верхняя полуформа снабжена стержнем, подвижно установленным в выполненном -в ней отверстии, и приводом для возвратно-поступательного перемещения ее в перпендикулярном продольной оси формы направлении, причем диаметры знака и стержня равны.
Источни гт йнформации, принятые во внимание при экопертизе:
1.Технологическая оснастка для холодной щтамповки, прессования-пластмасс и
литья под давлением. Каталог-справочник, 1967, ч. :2, с. 92.
2.Авторское свидетельство СССР № 585073, кл. В (29 С 5/00, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1975 |
|
SU552210A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1765024A1 |