(54) УСТАНОВКА ДЛЯ КАЛИБРОВКИ ПОЛЫХ ПЕРФОРИРОВАННЫХ ЗАГОТОВОК ВНУТРЕННИМ ДАВЛЕНИЕМ
1
. Изобретение от«вс11тся к обработке металлов давлением и может быть использовано при калибровке полых перфорированных заготовок со сплошными краями.
Известна установка для калибровки полых заготовок со сплошными стенками внутренним давлением, содержащая станину, на которой смонтированы две сгоАки с расположенными в них уплотняющими заглуш- ками, разъемную матрицу, а также систему подачи рабочей среды к заготовке. Одна из уплотняющих заглушек выполнена с возможностью перемещения, а другая - неподвижно {.
Недостатком данной конструкции является невысокое качество правки трфорированных стенок полых заготовок, связанное с неравномерным распределением усилий на эти стенки прн подаче рабочей среды во внутреннюю полость обрабатываемого изделия из-за отсутствия в ней гидрокамеры в виде упругой оболочки.
Цель изобретения - повышение точности калибровки перфорированных заготовок внутренним давлением.
Указанная цель достигается тем, чт
о усойкнтаноЕка, содержащая станину, две с с уплотняющими заглушками, одна и коJropыx выполнена с возможностью пе емещения, разъемную матрицу и систему юдаJ чи рабочей среды в полость заготовки, набочейжена связанной с системой 1юдачн ра( среды гндрокам ой в виде упругой обе лочки, перекрываюшей по всей длине вну ренциейиюю поверхность заготовки, с перфора и двух упругих разрезных колец, которы ; расобо10 положены по краям внутренней полости ломки и стянуты с помощью резьбовых соедииений и пружин.
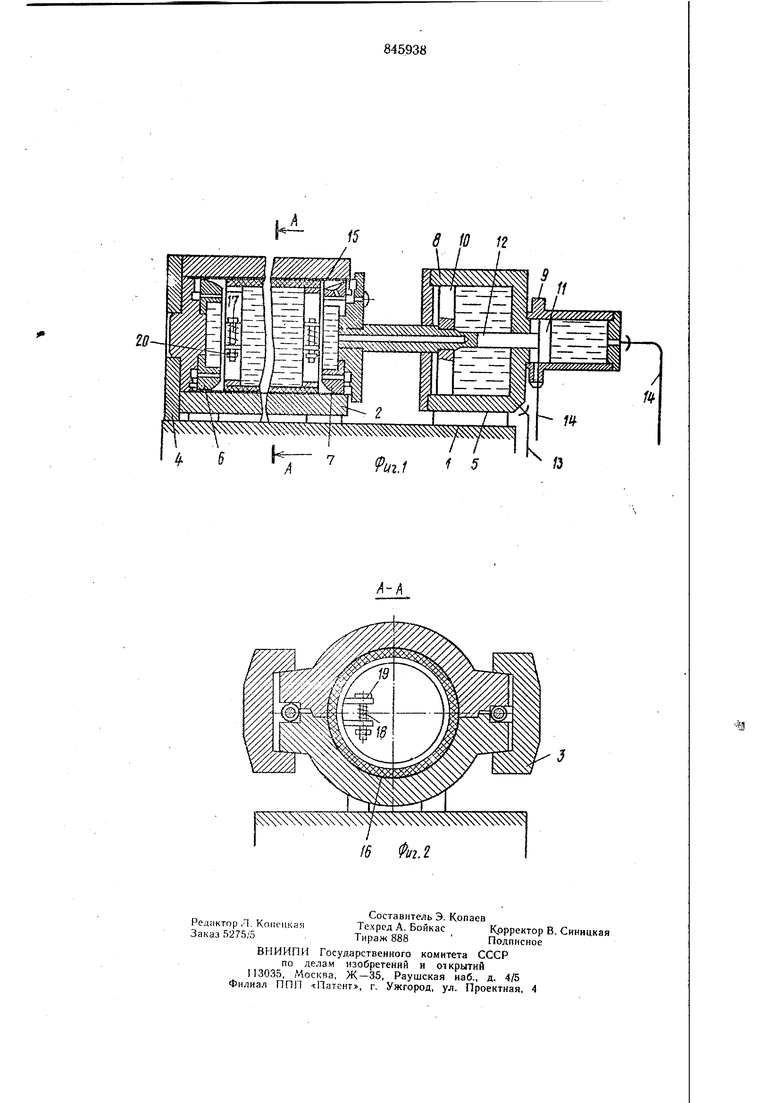
На фиг. I показана установка для кг либровки полых перфорированных загоювок
ts виутрениим давлением, продольный ре рез; иа фиг. 2 - разрез А-А на фиг. I.
Установка содержит станину 1, на которой смонтированы разъемная матри la 2 с замками 3 в стойках 4 и 5. На стойке 4 расположена неподвижная уплотняк щая
20 заглушка 6. На стойке 5 смонтир )ван привод уплотняющей заглушки 7, ее держащий гидроцилиндры 8 и 9 с пар|инями 10 к 11, соединенными общим полым штоком 12. Привод уплотняющей заглушки 7 снабжен системой 13 полачн ра бочей среды к гндроцилиндру 8 и системой 14 подачи масла к гидроцнлиндру 9. В полой заготовке 15, установленной в разъемной матрице 2, смонтирована гидрокамера, состоящая,.нз упругой оболочки 16 и упругих разрезных колец 17 с пружинами 18, болтами Ю и гайками 20. Упругие разрезные кольца 17 установлены по краям внутренней поверхности упругой оболочки 16. Установка работает следующим образом . Вк,г}ю чается система 14 подачи масла к гидроцилиндру 9 н создается давление наГ поршн| 11 со штоком 12, усилием которых уплопфющая заглушка 7 отводится из полости |:)азъемнон матрицы 2. Затем отводятся замки 3 и снимается верхняя поЛуматрица разъемной матрицы 2. В нижнюю полуматрицу, закрепленную на станине 1, устанавливается полая перфорированная заготовка 15, в которой предварительно по границам перфорации смонтирована гидрокамера для герметизации зоны перфорации за;готовки. Герметизация заготовки достигает1Ся,тем, что упругая оболочка 16 гидрокамеры прижимается к внутренней поверхности перфорированной заготовки 15 по ее сплошным краям под давлением упругих разрезных колец 17 и упругости пружин 18, создаваемым с помощью отвинчивания гаек 20 на болтах 19. При этом гайки 20 отвинчивзются с болтов 9 на величину перемещения упругих разрезных колец 17 с учетом величины последующей раздачи заготовки. Далее верхняя часть разъемной матрицы 2 устанавливается на ее нижнюю часть и запирается за.мками 3. Затем с помощью сметемы 14 подачи масла и гидроцнлиндра 9 с поршнем 1 в полость заготовки 15 с упором в ее торен вводится уплотняющая заглушка 7. Одновременно с этим в полость заготовки вводится и уплотняющая заглущка 6, расположенная на стойке 4. С помощью системы 13 рабочая среда под высоким давлением одновременно подается в гидроЦилиндр 8 с поршнем 10 и через полый шток 12 в заготовку 15. Под воздействием внутреннего давления упругая оболочка 16 гидрокамеры передает давление на заготовку 15, которая раздается и калибруется по заданной форме разъемной матрицы 2. При этом в процессе раздачи упругие разрезные кольца 17 под воздействием внутреннего давления рабочей среды, собственной упругости и упругости пружин 18 создают постоянный контакт упругой оболочки 16 с заготовкой 15, обеспечивая герметичность соединения между ними. По окончании процесса калибровки производится раскрытие разъёмной матрицы 2, из которой вынимается откалиброванная заготовка 15 . совместно с гидрокамерой. Для съема упругих разрезных колец 17 и упругой оболочки 16 из полости откалиброванной заготонки 15 производится завинчивание гаек 20 на болтах 19. Предлагаемая установка позволяет повысить- точность обработки перфорированных заготовок. Формула изобретения УстанЬвка для калибровки полых перфорированных заготовок внутренним давлением, содержащая станину, две стойки с уплотняющими заглушками, одна из которых установлена, с возможностью перемещения, разъемную матрицу и систему подачи рабочей среды в полость заготовки, отличающаяся тем,4то, с целью повышения точности калибровки, она снабжена связанной с системой подачи рабочей среды гидрокамерой в виде упругой оболочки, перекрывающей по всей длине внутреннюю поверхность заготовки, ;С перфорацией и двух упругих р,азрезных колец, которые расположены по краям внутренней полости оболочки и стянуты е-номощьюрезьбовых Соединений и пружин. Источники информации, принятые во внимание при экспертизе 1. Двторское свидетельство СССР .№ 464359, кл. В 21 D 26/02, 15.06.73.
го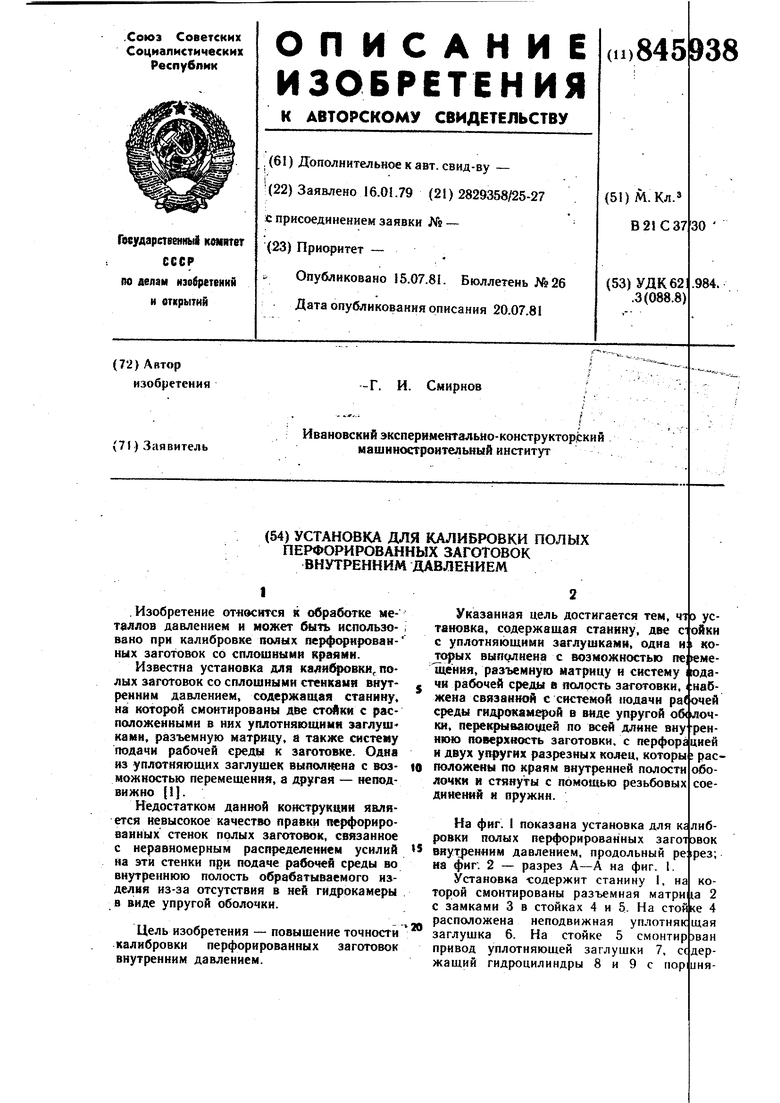
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидравлической раздачи кольцевой заготовки | 1974 |
|
SU523740A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Устройство для калибровки труб | 1979 |
|
SU1058665A1 |
| Устройство для импульсной гидравлической штамповки | 1980 |
|
SU1164950A2 |
| Устройство для раздачи полых заготовок | 1973 |
|
SU464359A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Устройство для изготовления изделий с кольцевыми гофрами | 1984 |
|
SU1238827A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Устройство для раздачи полых заготовок внутренним давлением | 1987 |
|
SU1433582A1 |
| Устройство для обработки тонкостенных труб | 1975 |
|
SU590045A1 |