1
Изобретение относится к обработке металлов давлением, в частности к автоматизации технологических процессов, и может быть использовано в машиностроительной и приборостроительной отраслях промышленности.
Известно устройство для формообразования деталей, содержащее пуансоны, оправку и узел съема изделий, включающий воздухораспределительный клапан, смонтированный на диске кулачок, связанный с клапаном, и воздухопровод, сообщенный с рабочей зоной устройства l .
Недостатком данного устройства является возможность попадания готового изделия в гибочные пуансоны, приводящие к поломке штампа.
Цель изобретения - повышение Нсщежности съема, при работе на униэерсально-гибочных .автоматах.
Цель достигается тем, что устройство для формообразования детгшей, содержащее пуансоны, оправку и узел съема изделий в виде воздухопровода, связанного через распределительный клапан с источником сжатого воздуха и сообщенного с рабочей зоной устройства, снабжено камерой, посредстг вом которой воздухопровод сообщен с
рабочей зоной, а оправка установлена в сквозном отверстии стенки камеры, в которой выполнены каналы, расголо женные под острым углом к рабочему торцу опраёки.
На фиг.1 изображено устройство
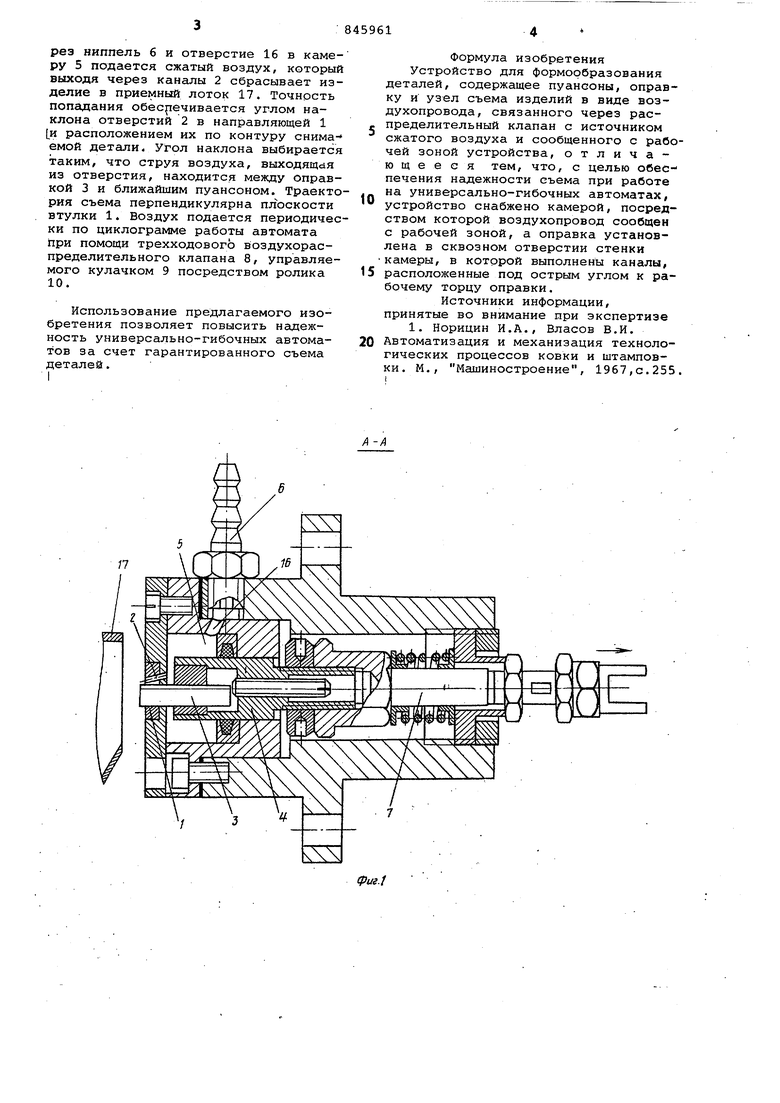
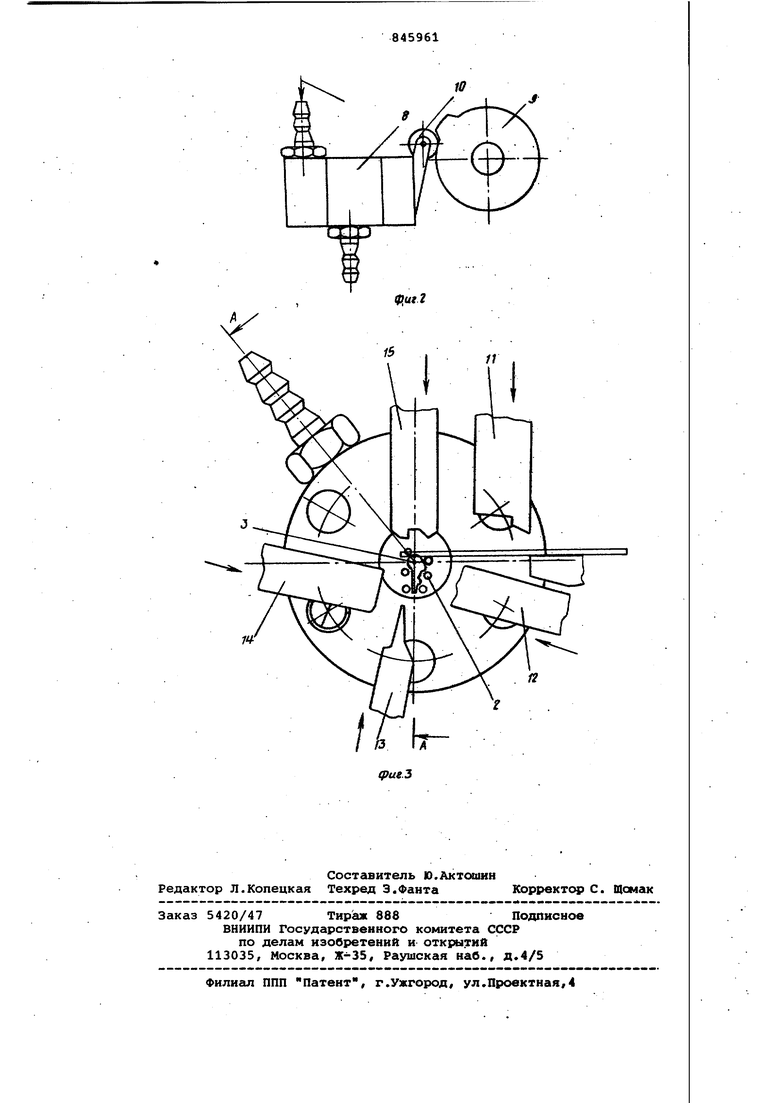
разрез А-А на фиг.3; на фиг.2 возйулачдухораспределительный клапан с ком; на фиг.З - рабочая зона уст|рой10ства.
Устройство для формообразования изделий содержит охватывающую вщулку 1 с каналами 2, расположенными контуру изделия, оправку 3 с дейжате13 лем 4, камеру 5, ниппель 6, шток
7, 8, воздухораспределительный клапан
8 11кулачок 9, соединенный с клапанам посредством ролика 10 и пуансонь
17. 15, отверстие 16 и приемный
20 обУстройство работает следующик разом.
Лента подается в зону гибки, режущим пуансоном 11 производится
отрезка заготовки, а пуансонами 1 и
25 15 - гибка заготовки вокруг опр вки 3. После гибки пуансоны 11-15 oiJxoдят открывая отверстия 2 в напр авляющей 1. Оправка 3 с помощью
штока 7 устанашливается в одной
плоско сти
30 с направляющей 1. В этот момент
через ниппель 6 и отверстие 16 в камеру 5 подается сжатый воздух, который выходя через каналы 2 сбрасывает изделие в приемный лоток 17. Точность попадания обеспечивается углом наклона отверстий 2 в направляющей 1 и расположением их по контуру снима- емой детали. Угол наклона выбирается таким, что струя воздуха, выходящая из отверстия, находится между оправкой 3 и ближайшим пуансоном. Траектория съема перпендикулярна плЪскости втулки 1. Воздух подается периодически по циклограмме работы автомата При помощи трехходового воздухораспределительного клапана 8, управляемого кулачком 9 посредством ролика 10.
Использование предлагаемого изобретения позволяет повысить наделсность универсально-гибочных автоматов за счет гарантированного съема деталей. I
Формула изобретения Устройство для формообразования деталей, содержащее пуансоны, оправку и узел съема изделий в виде воздухопровода, связанного через распределительный клапан с источником сжатого воздуха и сообщенного с рабочей зоной устройства, отличающееся тем, что, с целью обеспечения надежности съема при работе на универсально-гибочных автоматах, устройство снабжено камерой, посредством которой воздухопровод сообщен с рабочей зоной, а оправка установлена в сквозном отверстии стенки камеры, в которой выполнены каналы, расположенные под острым углом к рабочему торцу оправки.
Источники информации, принятые во внимание при экспертизе
1. Норицин И.А., Власов В.И. Автоматизация и механизация технологических процессов ковки и штамповки. М., Машиностроение, 1967,с.255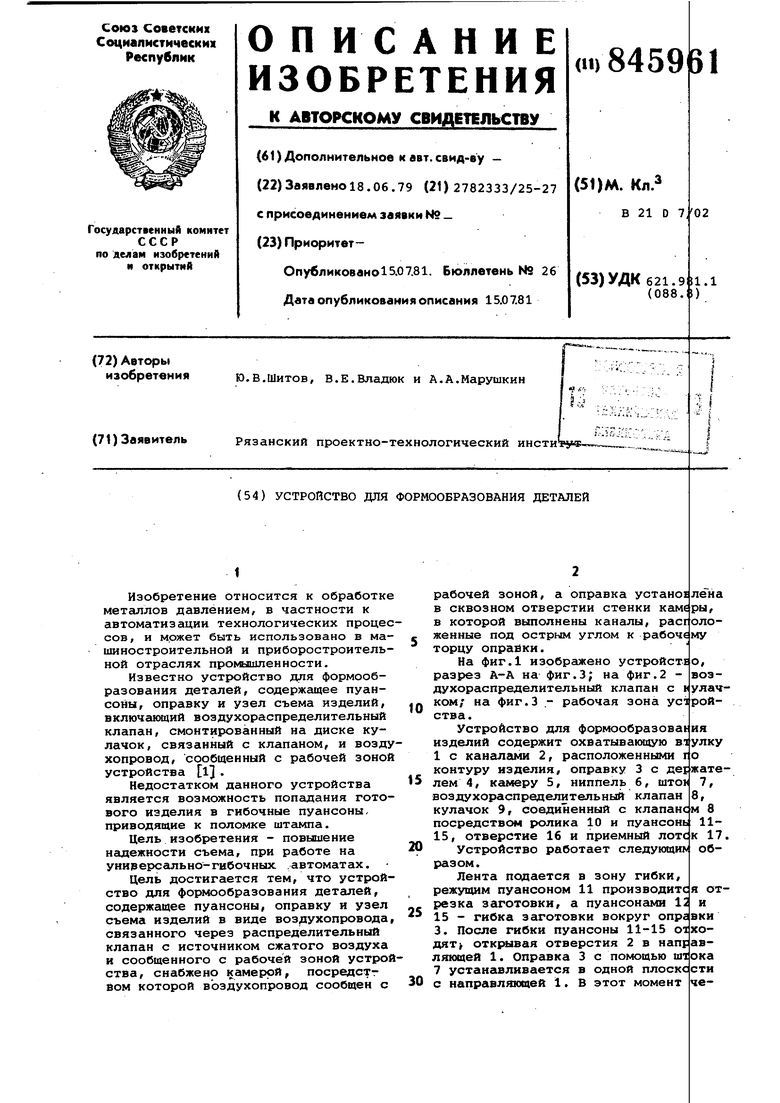
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления раздувом полых изделий из листовых заготовок из термопластичных материалов | 1990 |
|
SU1775306A1 |
| Устройство для управления гибочным автоматом | 1980 |
|
SU946745A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Автомат для изготовления из проволоки деталей с кольцом | 1990 |
|
SU1798030A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ПРОВОЛОКИ | 1970 |
|
SU263557A1 |
П
10
12
т
