Изобретение относится к гибочным машинам, имеющим широкое применение в электротехнической, приборостроительной и полупроводниковой промышленности.
Цель изобретения - повышение надежности и производительности автомата.
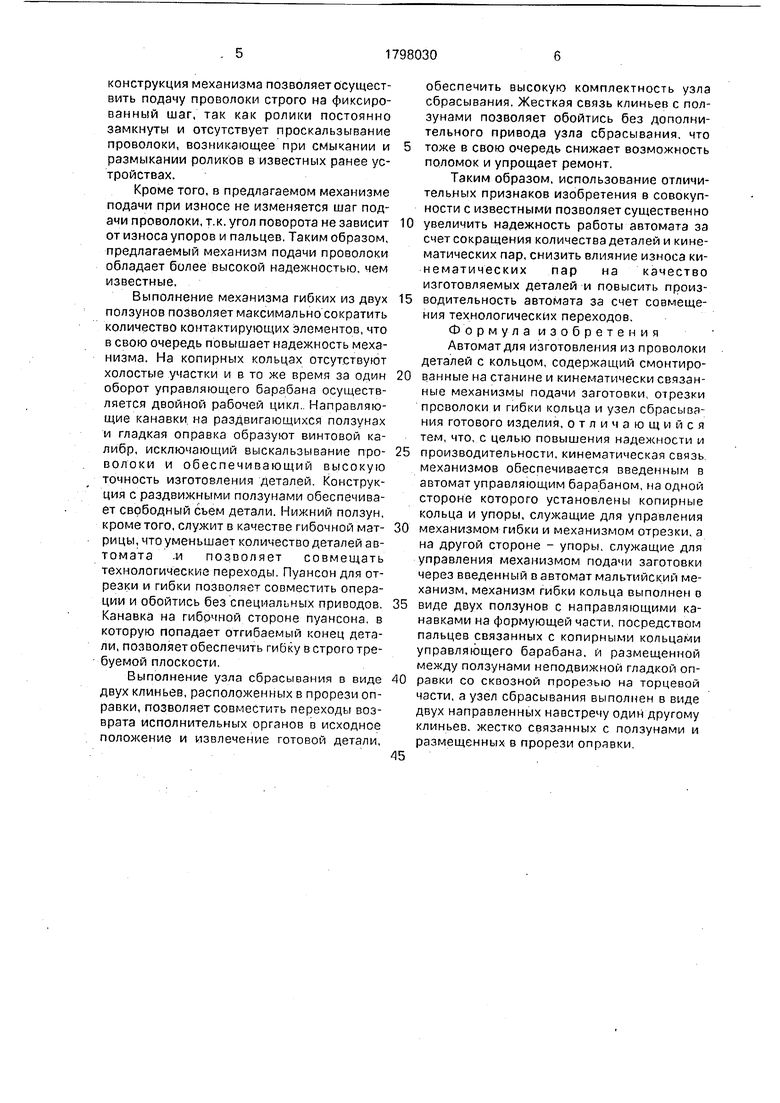
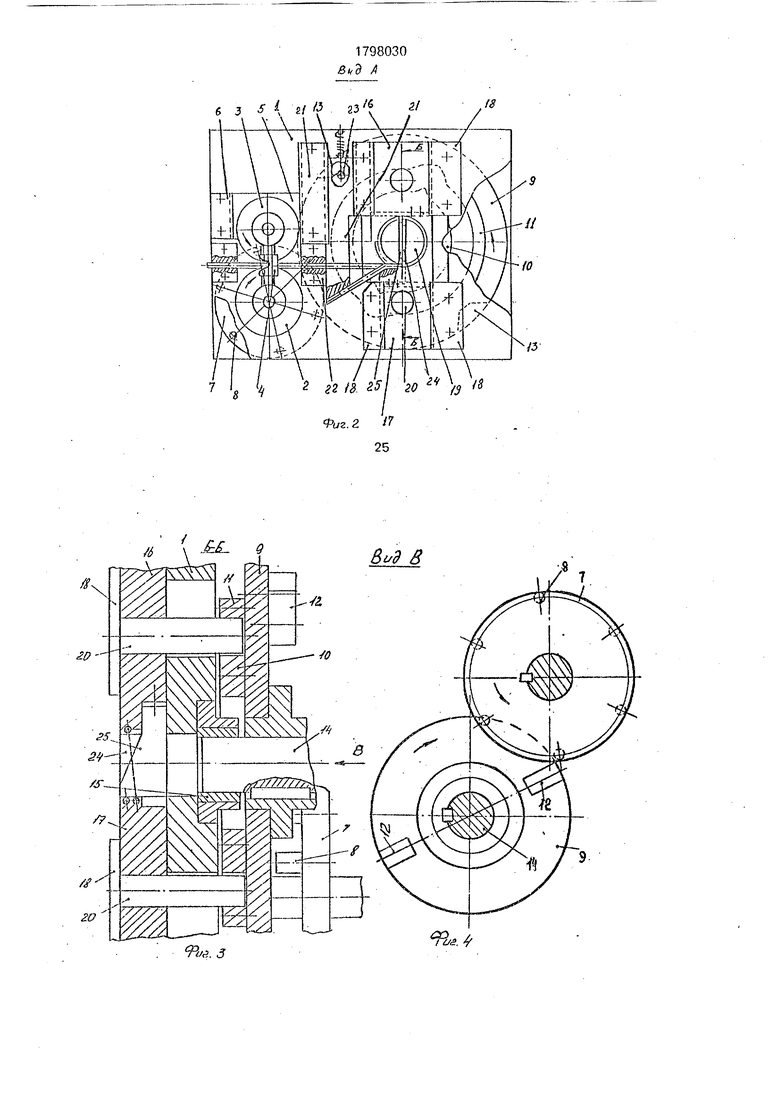
На фиг.1 представлен общий вид автомата в аксонометрии; на фиг.2 - вид А на фиг.1; на фиг.З -г разрез Б-Б на фиг.2; на фиг.4 - вид В на фиг.З; на фиг.5 - рабочая часть нижнего ползуна; на фиг.6 -: получаемая деталь; на фиг.7 - кинематическая схема автомата.
Автомат содержит станину 1 и смонтированные на ней механизмы и узлы. Механизм подачи проволоки выполнен в виде подающих роликов, один из которых веду- щий 2, а другой прижимной 3. Ролики связа- ны зажимным устройством 4. Ось прижимного ролика 3 одним концом запрессована в ползушку 5, перемещающуюся по направляющим 6, а другим концом входит в цапфу зажимного устройства 4. Ведущий ролик 2 расположен на одном валу с ведомым диском 7 мальтийского механизма. В ведомый диск 7 запрессованы пальцы 8. Все рабочие движения автомата производятся от управляющегр барабана 9, на котором установлены копирные кольца 10 и 11 и упоры 12 и 13. Управляющий барабан 9 установлен на валу 14, который вращается в подшипнике 15, Механизм гибки кольца состоит из двух ползунов, верхнего 16 и нижнего 17, перемещающихся по направляющим 18, закрепленным на станине, и гладкой оправки 19 со сквозной прорезью. В ползуны запрессованы пальцы 20, которые проходят через отверстия в плите станины 1 и скользят по пазу, образованному копирными кольцами 10 и 11. На формующей поверхности ползунов 16 и 17, обращенной к оправке 19, выполнена направляющая канавка, которая образует с оправой 19 винтовой калибр. Нижний ползун 17 в месте приема проволоки представляет собой гибочную матрицу. Механизм отрезки-гибки выполнен в виде пуансона 21, одна сторона которого режущая, а другая - гибочная. Режущая сторона скользит без зазора по направляющей 22, которая является одновременно и отрезной матрицей. Пуансон 21 расположен в направляющих 1.8 на станине, в него запрессован палец 23, проходящий через отверстие в станине и взаимодействующий с упором 13. Для удаления детали предусмотрен узел сбрасывания, который состоит из двух клиньев 24 и 25, обращенных навстречу друг другу и закрепленных на ползунах 16 и 17.
Клинья располагаются в прорези оправки 19.
Автомат работает следующим образом. Проволоку пропускают через предварительную направляющую (на черт, не показана) между роликами 2 и 3 и через направляющую 22. Проволока зажата между роликами гайкой зажимного устройства 4, при этом пуансон 21 находится в верхнем
положении. После пуска автомата управляющий барабан 9 начинает п ащение и его упор 12 набегает на палец 8 ведомого диска
7 мальтийского механизма, диск 7 совершает 1/6 оборота, упор 12 и палец 8 ведомого
5 диска 7 расцепляются и вращение ролика 2 прекращается. При вращении диска производится подача проволоки роликами 2 и 3 на длину развертки детали и одновременно гибка конца проволоки по оправке 19 в вин0 товом калибре. При дальнейшем повороте управляющего барабана 9 упор 13 набегает на палец 23 пуансона 21. Пуансон 21 движется вниз, отрезает деталь и отгибает ее конец на заданный угол с оформлением тре5 буемого радиуса гибки. В качестве гибочной матрицы служит ползун 17. Для обеспечения отгибки конца детали в требуемой плоскости в пуансоне 21 сделана канавка, в которую попадает конец детали при гибке.
0 По окончании гибки, при дальнейшем вращении барабана 9, упор 13 выходит из зацепления с пальцем 23 пуансона 21 и пуансон отводится в исходное положение пружиной (на черт, не показана). При отводе
5 пуансона в исходное положение пальцы 20 ползунов 16 и 17, скользящие по пазу, образованному кольцами 10 и 11, разводят ползуны 16 и 17, освобождая деталь. Закрепленные на ползунах клинья 24 и 25
0 расходятся и сталкивают деталь с оправки в накопитель, ползуны 16 и 17 сводятся. Цикл повторяется.
За один оборот управляющего барабана изготавливаются две детали.
5 Связь управляющего барабана, установленного на вращающемся с постоянной скоростью валу, с исполнительными органами механизмов гибки кольца и отрезки без промежуточных передаточных звеньев по0 зволяет уменьшить, количество кинематических пар в связи до одной, что увеличивает износостойкость, сокращает вероятность поломки автомата и упрощает его ремонт. Отсутствие передаточных, звеньев позволя5 ет также повысить комплектность автомата.
8 предлагаемом автомате вращение вала, на котором закреплен ведущий подающий ролик, осуществляется через ведомый диск мальтийского механизма упорами, располо- женными на управляющем барабане. Такая
конструкция механизма позволяет осуществить подачу проволоки строго на фиксированный шаг, так как ролики постоянно замкнуты и отсутствует проскальзывание проволоки, возникающее при смыкании и размыкании роликов в известных ранее устройствах.
Кроме того, в предлагаемом механизме подачи при износе не изменяется шаг подачи проволоки, т.к. угол поворота не зависит от износа упоров и пальцев. Таким образом, предлагаемый механизм подачи проволоки обладает более высокой надежностью, чем известные.
Выполнение механизма гибких из двух ползунов позволяет максимально сократить количество контактирующих элементов, что в свою очередь повышает надежность механизма. На копирных кольцах отсутствуют холостые участки и в то же время за один оборот управляющего барабана осуществляется двойной рабочей цикл.. Направляющие канавки на раздвигающихся ползунах и гладкая оправка образуют винтовой калибр, исключающий выскальзывание проволоки и обеспечивающий высокую точность изготовления деталей. Конструкция с раздвижными ползунами обеспечивает свободный съем детали. Нижний ползун, кроме того, служит в качестве гибочной матрицы, чтоуменьшает количество деталей автомата .и позволяет совмещать технологические переходы. Пуансон для отрезки и гибки позволяет совместить операции и обойтись без специальных приводов. Канавка на гибочной стороне пуансона, в которую попадает отгибаемый конец детали, позволяетобеспечмть гибкув строго требуемой плоскости.
Выполнение узла сбрасывания в виде двух клиньев, расположенных в прорези оправки, позволяет совместить переходы возврата исполнительных органов в исходное положение и извлечение готовой детали,
обеспечить высокую комплектность узла сбрасывания. Жесткая связь клиньев с ползунами позволяет обойтись без дополнительного привода узла сбрасывания, что 5 тоже в свою очередь снижает возможность поломок и упрощает ремонт.
Таким образом, использование отличительных признаков изобретения в совокупности с известными позволяет существенно
0 увеличить надежность работы автомата за счет сокращения количества деталей и кинематических пар, снизить влияние износа ки- нематических пар на качество изготовляемых деталей и повысить произ5 водительность автомата за счет совмещения технологических переходов. Формула изобретения Автомат для изготовления из проволоки деталей с кольцом, содержащий смонтиро0 ванные на станине и кинематически связанные механизмы подачи заготовки, отрезки проволоки и гибки кольца и узел сбрасывания готового изделия, отличающийся тем, что, с целью повышения надежности и
5 производительности, кинематическая связь, механизмов обеспечивается введенным в автомат управляющим барабаном, на одной стороне которого установлены копирные кольца и упоры, служащие для управления
0 механизмом гибки и механизмом отрезки, а на другой стороне - упоры, служащие для управления механизмом подачи заготовки через введенный в автомат мальтийский механизм, механизм гибки кольца выполнен в
5 виде двух ползунов с направляющими канавками на формующей части, посредством пальцев связанных с колирными кольцами управляющего барабана, и размещенной между ползунами неподвижной гладкой оп0 равки со сквозной прорезью на торцевой части, а узел сбрасывания выполнен в виде двух направленных навстречу один другому клиньев, жестко связанных с ползунами и размещенных в прорези оправки.
5
Фиг. 2 if 25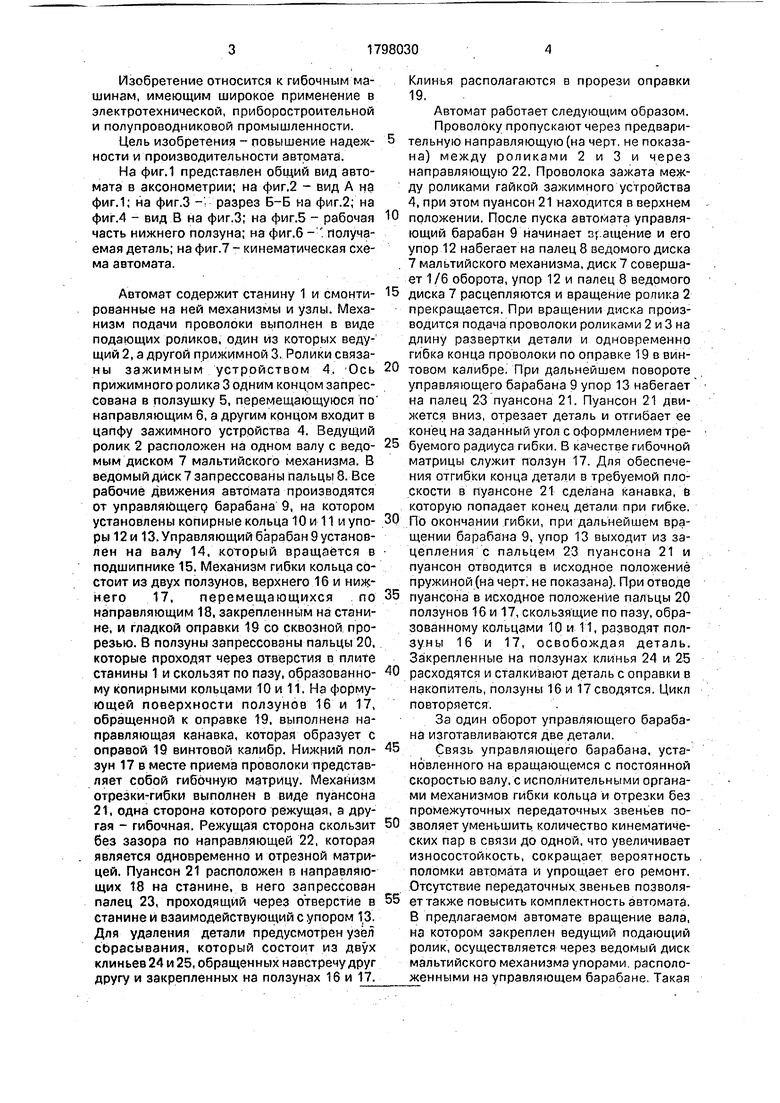
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1964 |
|
SU164577A1 |
| Устройство для гибки из проволоки изделий типа шплинтов | 1973 |
|
SU482230A1 |
Использование:.изобретение относится к устройствам для гибки деталей из проволоки, может найти применение в электротехнической, приборостроительной и полупроводниковой отраслях промышленности и позволяет повысить надежность и производительность автомата. Сущность изобретения: автомат для изготовления из проволоки деталей с кольцом содержит смонтированные на станине 1 и кинематиfj - - я ь з т 23 чески связанные механизмы подачи заготовки, гибкие кольца и узел сбрасывания готового изделия. Автомат содержит управляющий барабан 9, на одной стороне которого установлены копирные кольца 10 и 11 и упоры 13, управляющие механизмом гибки и механизмом отрезки, а на другой стороне - упоры 12, управляющие через мальтийский механизм подачей заготовок, механизм гибки кольца выполнен в виде двух ползунов 16 и 17 с направляющими канавками на формующей части и неподвижной гладкой оправки 19 со сквозной прорезью, а узел сбрасывания выполнен в виде двух направленных навстречу друг другу клиньев 24.и 25, размещенных в прорези оправки 19 и жестко связанных с ползунами 16 и 17, кроме того, ползуны 16 и 17 снабжены пальцами 20, контактирующими с копирными кольцами 10 и 11 управляющего барабана 9, 7 ил.. // д ю , . LL Я
Фы.З
| Автомат для изготовления деталейиз пРОВОлОКи C КОльцОМ | 1978 |
|
SU814526A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
