(54) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| Штамп для обратного выдавливания изделий типа стаканов | 1987 |
|
SU1472172A1 |
| Штамп для получения изделий типа цилиндрических стаканов | 1977 |
|
SU759190A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| Инструментальный узел к штампам,преимущественно для выдавливания | 1985 |
|
SU1263418A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Способ штамповки деталей с глубокими полостями | 1985 |
|
SU1311827A1 |
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
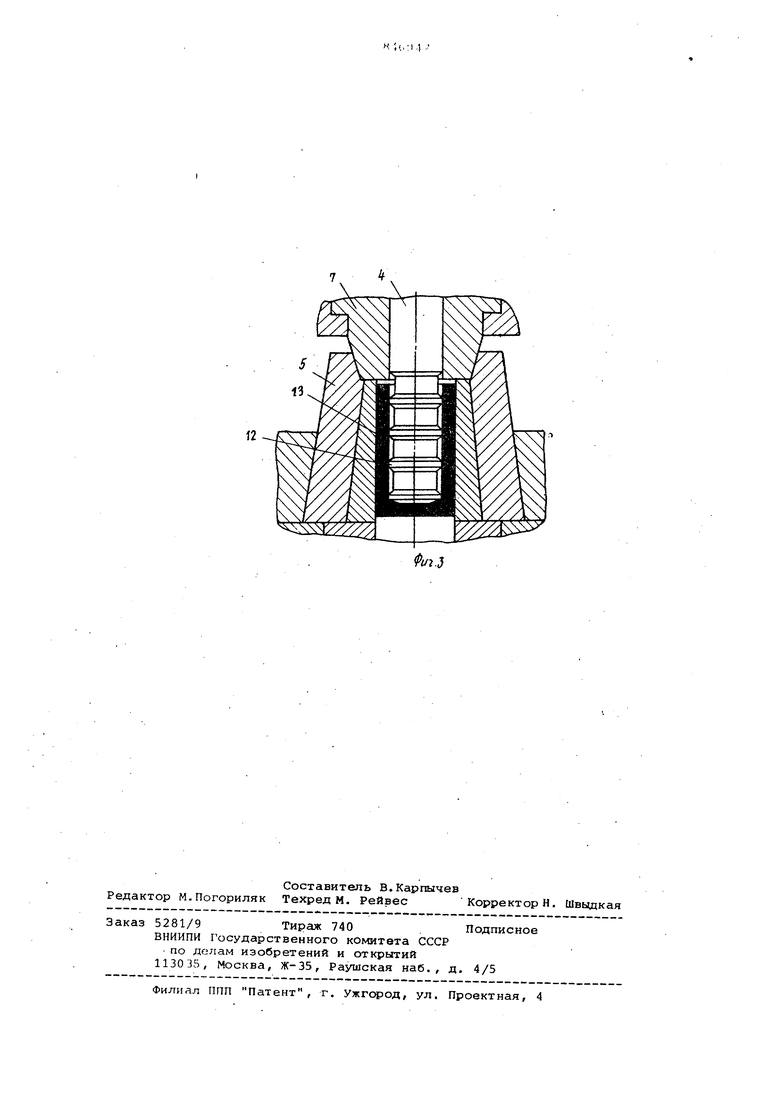
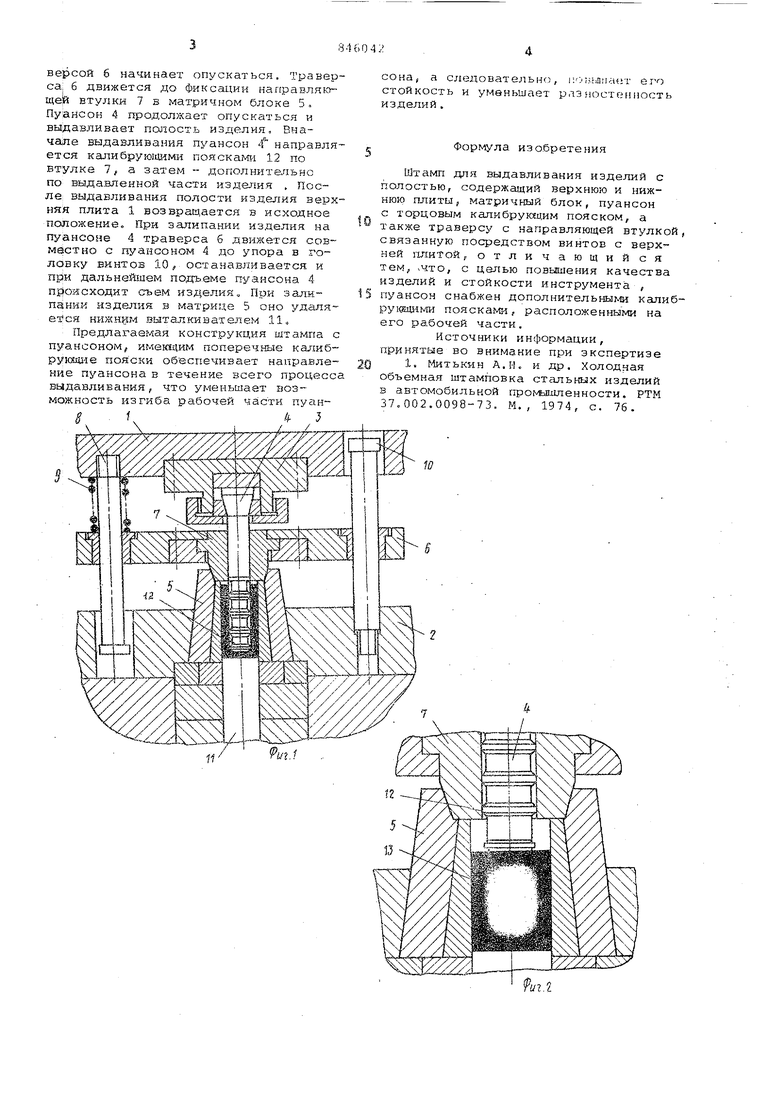
Изобретение относится к обработке металлов давлением, в частности к .конструкции штампов для холодной объ емной штамповки. Известен штамп для выдавливания изделий с полостью, содержащий верхнюю и нижнюю плиты, матричный блок, пуансон с торцовым калибрующим пояском, а также траверсу с направляющей втулкой, связанную посредством винтов с верхней плитой l. Однако такой штамп характеризуется низкой стойкостью пуансона и недостаточным качеством изделий, име ющих глубокую полость изгиба пуансон Цель изобретения - повышение качества изделий и стойкости инструме та. Поставленная цель достигается тем, что в штампе для выдавливания изделий полостью, содержащем верхнюю и нижнюю плиты, матричный блок, пуансон с торцовым калибрующим пояском, а также траверсу с направляющей втулкой, связанную посредством винтов с верхней плитой, пуансон снабжен дополнительными калибрукяцим поясками, расположенными на его рабочей части. Наличие на боковой поверхности пуансона ряда калибрующих поясков позволяет производить центрирование пуансона вначале (до деформирования) по втулке, а в дальнейшем - дополнительно по выдавливаемой части изделия. На фиг, 1 приведена конструкция штампа, на фиг. 2 - начальный момент выдавливания изделия, на фиг. 3конечный момент выдавливания. Штамп состоит из верхней 1 и нижно 2 плит, соединенных между собой направляющими колонками (не показаны). К верхней плите 1 при помощи пуансо нодерхсателя 3 крепится пуансон 4, а к нижней плите 2 - матричный блок 5. Штамп имеет траверсу 6 с направляющей втулкой 7. С верхней плитой 1 траверса 6 связана двумя направлякицими винта1«м 8 с пружинами 9. С нижней плитой - винтами 10, наполняющими роль верхних упоров при съеме изделия с пуансона 4, Штамп снабжен нижним выталкивателем 11, На рабочей части пуансона выполнены кгшибрукщие пояски 12. Работа штампа осуществляется следующим образом. Заготовка 13 закладывается в матрицу 5, Верхняя плита 1 вместе с траверсой 6 начинает опускаться. Травер са; 6 движется до фиксации направляющей втулки 7 в матричном блоке 5. Пуансон 4 продолжает опускаться и выдавливает полость изделия Вначале выдавливания пуансон f направля ется калибрующими поясками 12 по втулке 1, а затем -- дополнительно по выдавленной части изделия , После выдавливания полости кэделкя верх няя плита 1 возвращается в исходное положение. При залипании изделия на пуансоне 4 траверса б движется совместно с пуансоном 4 до упора в головку винтов 10, останавливается и гпэи дальнейшем подъеме пуансона 4 происходит съем изделия. При залипании изделия в матрице 5 оно удаля ется ниж ним выт ал ки а ат ел ем 11, Предлагаемая конструкция штампа пуансоном, имеицим поперечные кагшб руквдие пояски обеспечивает направле ние пуансона в течение всего процес выдавливания, что уменьшает возможность изгиба рабочей части пуг1н f4 J сона, а следовательн(5, ly-iifanasiT его стойкость и уменьшает рлэностершость изделий. Формула изобретения UTaivm для выдавливания изделий с полостью, содержащий верхнюю и нижнюю плиты, матричный блок, пуансон с торцовым калибруюш,им пояском, а также траверсу с направляющей втулкой, связанную посредством винтов с верх ней плитой,отличающийся тем, что, с целью повышения качества изделий и стойкости инструглента , пуансон снабжен дополнительными калибруквшми поясками, расположенными на его рабочей части. И ст оч ни ки и нформации, принятые во Внимание при экспертизе 1. fteTBKHH А.Н. и др. Холодная объемная штамповка стальных изделий S автомобильной промышленности, РТМ 37,002.0098-73. М. , 1974, с. 76.
