(54) ОПОКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Опока для вакуумно-пленочной формовки | 1980 |
|
SU959898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| Опока для вакуумно-пленочной формовки | 1990 |
|
SU1799663A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423263A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |

1
Изобретение относится к литейному производству, а именно к изготовлению форм вакуумно-пленочным способом.
Известна опока для вакуумной формовки, содержащая корпус с цапфами, выполненный в виде рамы с полостями в ее стенках, сообщенными через полую цапфу с источником вакуума, и расположенную внутри рамы систему перфорированных труб 1.
Недостатком известной опоки является то, что для удаления отливки из формы необходимо производить ее разборку и кантовку нижней полуформы, при этом выделяется большое количество пыли.
Цель изобретения - улучшение условий удаления отливок.
Цель достигается тем, что опока снабжена установленной с возможностью поворота внутри рамы между противоположными ее стенками полой осью, сообщенной с указанными полостями, на которой смонтирована сообщенная с ее полостью система перфорированных труб, и упорами, укрепленными на одной из стенок рамы и предназначенными для ограничения поворота системы перфорированных труб в сторону лада опоки.
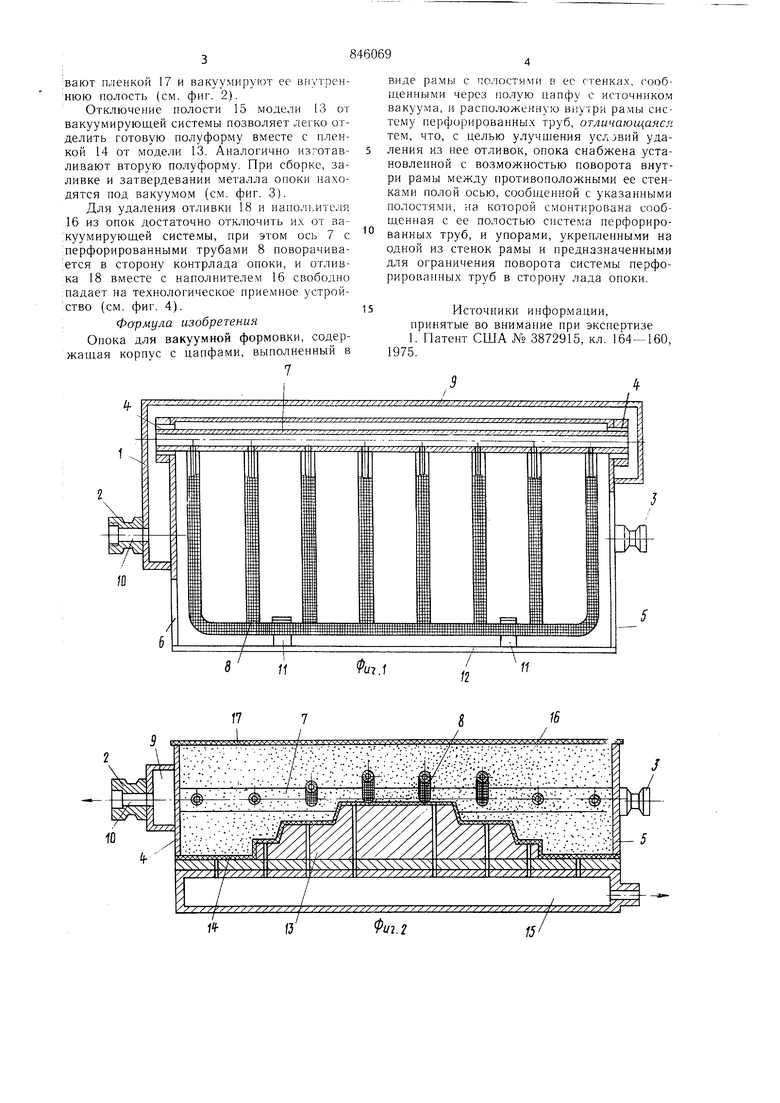
На фиг. 1 изображена предлагаемая опока в плане; на фиг. 2-4 - последовательность операций изготовления формы и удаления отливки.
Опока содержит корпус 1 с двумя цилиндрическими опорными цапфами 2 и 3. В опорах 4 боковых стенок 5 и 6 установлена полая ось 7, с которой соединены перфорированные трубы 8. Полая ось 7 сообщается с вакуумирующей системой через кайалы 9, выполненные в боковых стенках опоfO ки, и канал 10 в цапфе 2. Упоры И, укрепленные на стенке 12, предотвращают поворот полой оси 7 с перфорированными трубами 8 в сторону лада опоки. Конфигурация и расположение перфорированных труб 8 определяются геометрией модели 13.
Изготовление форм в опоках осуществля15ют следующим образом.
На модель 13 накладывают нагретую синтетическую пленку 14, подключают полость 15 к вакуумирующей системе, при этом пленка 14 плотно облегает поверхность
20 модели 13. Затем опоку устанавливают на модель 13, заполняют огнеупорным наполнителем 16 и предварительно уплотняют вибрацией, после чего сверху опоку накрывают пленкой 17 и вакуумируют ее вмутрен нюю полость (см. фиг. 2). Отключение полости 15 .модели 13 от вакуумирующей системы позволяет легко отделить готовую полуформу вместе с пленкой 14 от модели 13. Аналогично изготавливают вторую полуформу. При сборке, заливке и затвердевании металла опоки находятся под вакуумом (см. фиг. 3). Для удаления отливки 18 и напольитоля 16 из опок достаточно отключить и.х от закуумируюш,ей системы, при этом ось 7 с перфорированными трубами 8 поворачивается в сторону контрлада опоки, и отливка 18 вместе с наполнителем 16 свободно падает на технологическое приемное устройство (см. фиг. 4). Формула изобретения Опока для вакуумной формовки, сод ержапдая корпус с цапфами, выполненный в виде рамы с полостями в ее гтенка.х, сообщенными через полую цапфу с источником вакуума, и расположенную внутри ра.мы систему перфорированных труб, отличающаяся тем, что, с целью улучшения ус/1овий удаления из нее отливок, опока снабжена установленной с возможностью поворота внутри рамы между противоположными ее стенками полой осью, сообп.1,енной с указанными полостями, на которой смонтирована сообщенная с ее полостью система перфорированных труб, и упорами, укрепленными на одной из стенок рамы и предназначенными для ограничения поворота системы перфорированных труб в сторону лада опоки. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3872915, кл. 164-160, 1975.
