(54) ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU822987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU710775A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
I
Изобретение относится к литейному производству, в частности к литью под давлением металлов и сплавов.
Известна пресс-форма для литья под давлением, содержащая неподвижную полуформу и подвижную, включающую установленную с возможностью осевого перемещения подпружиненную плиту пуансона с закрепленной в ней вставкой с прорезью, в которой выполнен литниковый питатель, промежуточную плиту с закрепленным в ней знаком, другой конец которого размещен в прорези вставки, плиту, выталкивателей с ножом 1.
Недостаток пресс-формы состоит в том, что пружины, приводящие в движение плиту пуансона, в процессе работы теряют свои свойства упругости, в результате чего они могут не обеспечить перемещение плиты пуансона.
Цель изобретения - повыщение надежности работы пресс-формы.
Цель достигается тем, что пресс-форма снабжена кривощипно-щатунным механизмом, закрепленным на плите крепления подвижной полуформы, жестко связанным своим ползуном с плитой пуансона и имеющим
в месте сочленения кривощипа и шатуна ролик, при этом в плите выталкивателей выполнен паз, взаимодействующий с роликом.
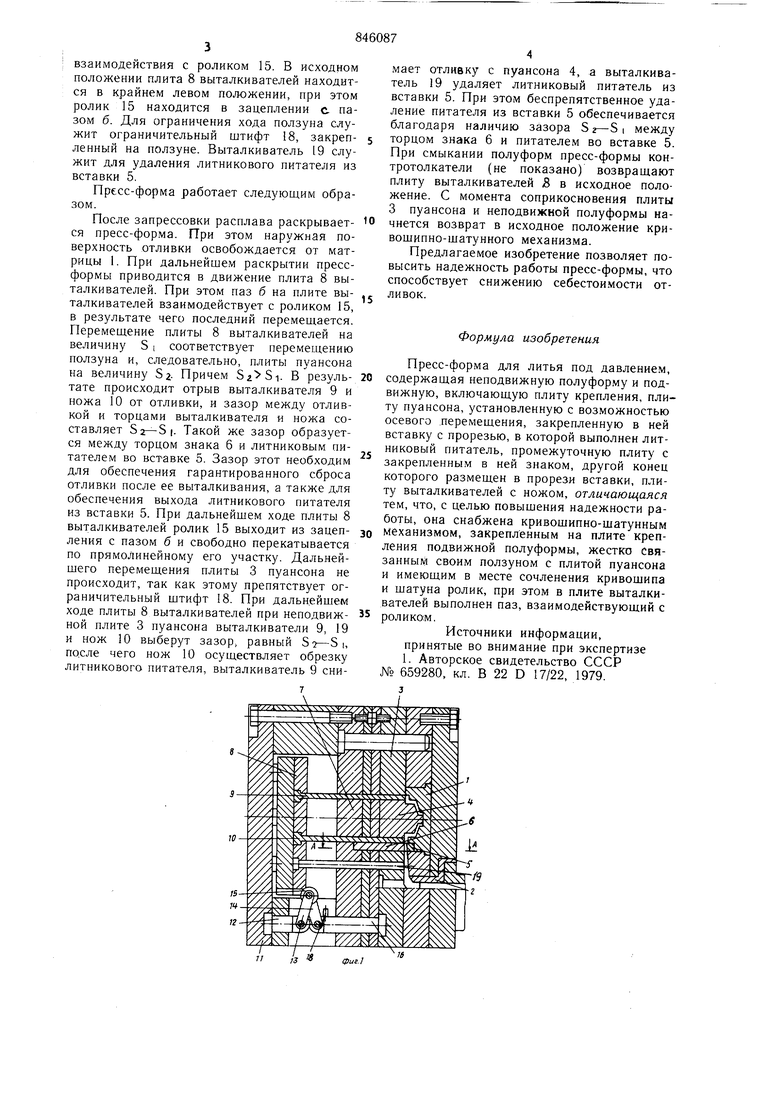
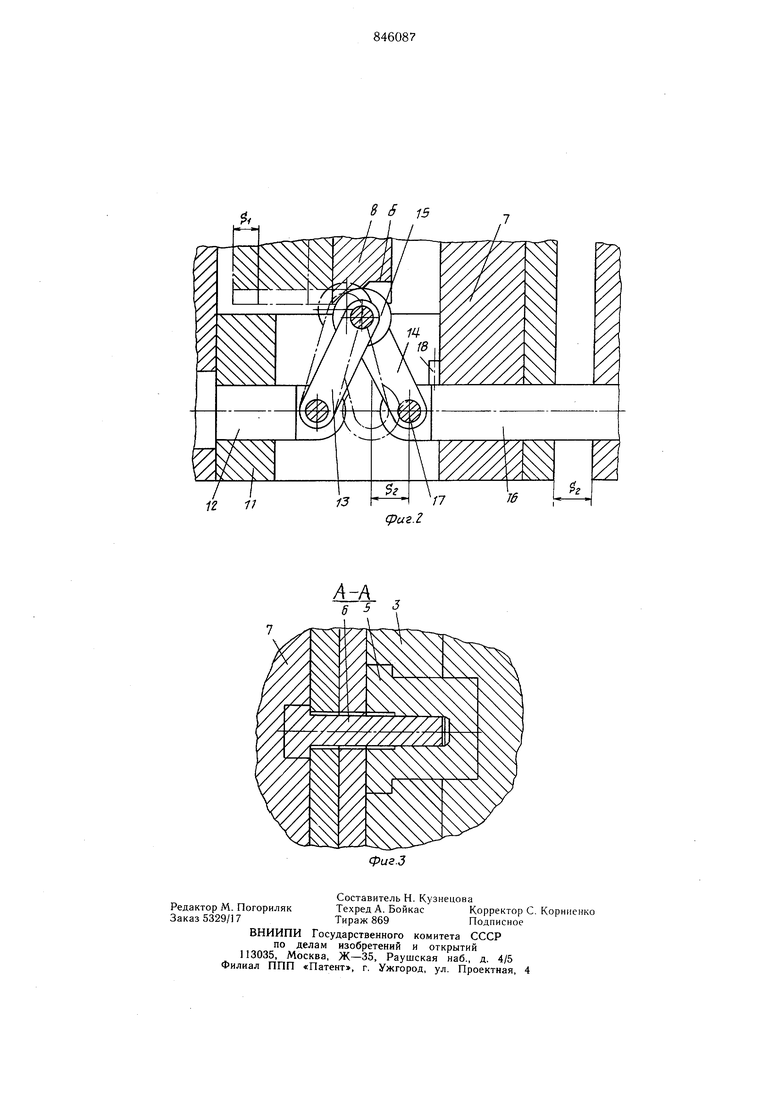
На фиг. 1 изображена пресс-форма, разрез; на фиг. 2 - кривощипно-щатунный механизм в работе; на фиг, 3 - разрез А-А на фиг. I.
Пресс-форма содержит неподвижную и подвижную полуформы. Неподвижная полуформа включает матрицу 1 и литниковую втулку 2. Подвижная полуформа включает плиту 3 пуансона, пуансон 4, вставку 5 с выполненной в ней прорезью, в которой размещен знак 6, закрепленный в промежуточной плите 7, плиту 8 выталкивателей с установленными в ней выталкивателем 9 и ножом 10, плиту И крепления, кривощипног 15 шатунный механизм, закрепленный с помощью упора 12 в плите 11 крепления и состоящий из кривощипа 13, щатуна 14, ролика 15, установленного в месте сочленения щатуна и кривощипа, ползуна 16, жестко связанного с плитой 3 пуансона. Непод20вижный упор 12, кривощип 13, ролик 15, щатун 14 и ползун 16 имеют щарнирное соединение при помощи пальцев 17. На плите 8 выталкивателей выполнен паз б для взаимодействия с роликом 15. В исходном положении плита 8 выталкивателей находится в крайнем левом положении, при этом ролик 15 находится в зацеплении с пазом б. Для ограничения хода ползуна служит ограничительный штифт 18, закрепленный на ползуне. Выталкиватель 19 служит для удаления литникового питателя из вставки 5. Пресс-форма работает следующим обраПосле запрессовки расплава раскрывается пресс-форма. При этом наружная поверхность отливки освобождается от матрицы 1. При дальнейшем раскрытии прессформы приводится в движение плита 8 выталкивателей. При этом паз б на плите выталкивателей взаимодействует с роликом 15, в результате чего последний перемещается. Перемещение плиты 8 выталкивателей на величину S I соответствует перемещению ползуна и, следовательно, плиты пуансона на величину Sa- Причем . В результате происходит отрыв выталкивателя 9 и ножа 10 от отливки, и зазор между отливкой и торцами выталкивателя и ножа составляет S2-S|. Такой же зазор образуется между торцом знака б и литниковым питателем во вставке 5. Зазор этот необходим для обеспечения гарантированного сброса отливки после ее выталкивания, а также для обеспечения выхода литникового питателя из вставки 5. При дальнейшем ходе плиты 8 выталкивателей ролик 15 выходит из зацепления с пазом б и свободно перекатывается по прямолинейному его участку. Дальнейщего перемещения плиты 3 пуансона не происходит, так как этому препятствует ограничительный щтифт 18. При дальнейшем ходе плиты 8 выталкивателей при неподвижной плите 3 пуансона выталкиватели 9, 19 И нож 10 выберут зазор, равный ST-S i, после чего нож 10 осуществляет обрезку литникового питателя, выталкиватель 9 снимает отливку с пуансона 4, а выталкиватель 19 удаляет литниковый питатель из вставки 5. При этом беспрепятственное удаление питателя из вставки 5 обеспечивается благодаря наличию зазора 5г-Si между торцом знака б и питателем во вставке 5. При смыкании полуформ пресс-формы контротолкатели (не показано) возвращают плиту выталкивателей В в исходное положение. С момента соприкосновения плиты 3 пуансона и неподвижной полуформы начнется возврат в исходное положение кривошипно-щатунного механизма, Предлагаемое изобретение позволяет повысить надежность работы пресс-формы, что способствует снижению себестоимости отливок. Формула изобретения Пресс-форма для литья под давлением, содержащая неподвижную полуформу и подвижную, включающую плиту крепления, пли ту пуансона, установленную с возможностью осевого перемещения, закрепленную в ней вставку с прорезью, в которой выполнен литниковый питатель, промежуточную плиту с закрепленным в ней знаком, другой коней которого размещен в прорези вставки, плиту выталкивателей с ножом, отличающаяся тем, что, с целью повышения надежности работы, она снабжена кривошипно-шатунным механизмом, закрепленным на плите крепления подвижной полуформы, жестко связанным своим ползуном с плитой пуансона и имеющим в месте сочленения кривощипа и шатуна ролик, при этом в плите выталкивателей выполнен паз, взаимодействующий с роликом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 659280, кл. В 22 D 17/22, 1979.
0у
