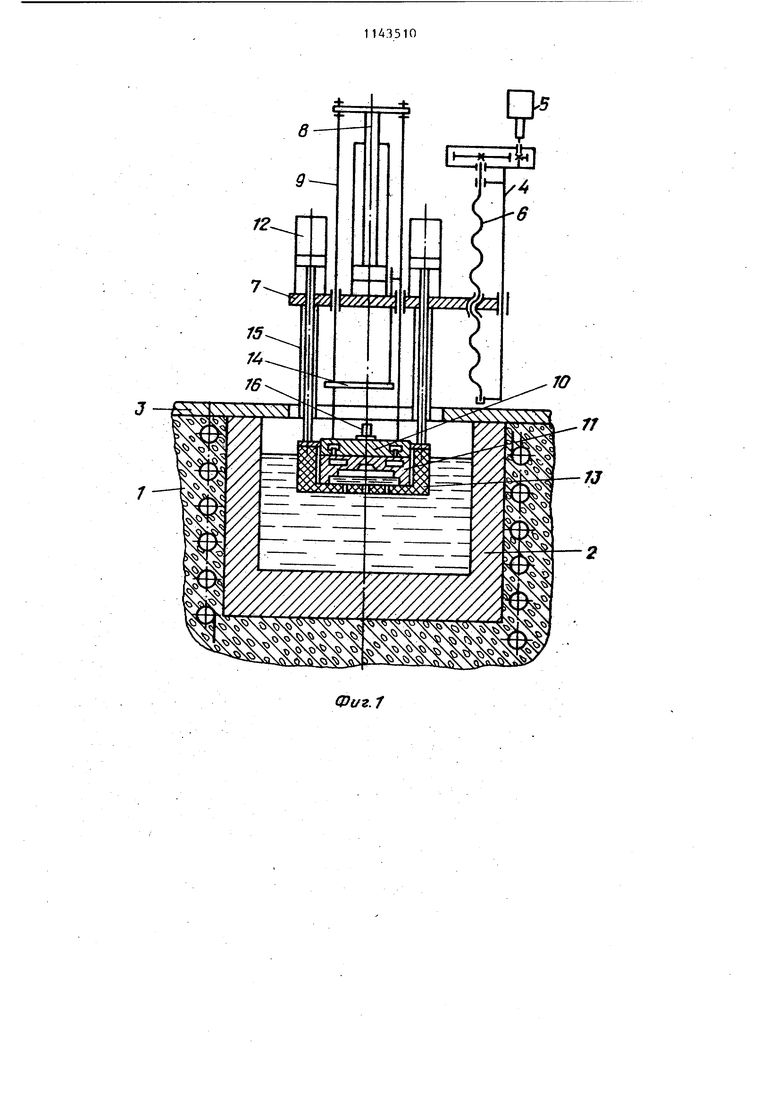
41 &0 СЛ f Изобретение относится к литейному производству и может быть исполь зовано при изготовлении отливок пре имущественно с горизонтальным разъемом форм. Известна установка литья погружением, которая содержит механизм подъема и опускания форм, раскрытия форм и выталкивания отливки lj . Недостатками этой установки являются потребность в достаточно широких литниковых каналах для обес печения питания отливки, необходимость в предварительном нагреве фор мы в зоне питателей с помощью специальных нагревательных устройств и возможность попадания шлаков в полость формы при ее погружении в расплав. Наиболее близкой к предлагаемой является установка литья погружени содержащая форму с горизонтальной плоскостью разъема, закрепленную н приводной плите, механизм сборки и разборки формы в виде цилиндра, связанного при помощи тяг с нижней полуформой, и упоров, ограничивающих ее перемещение 2j . Недостатком известной установки является использование тяг в качестве упоров при раскрытии формы. Тяги воспринимают деформации формы вызванные термически напряжениями. Это приводит к перекосам полуформ и затрудняет их сборку и разборку. Неточная сборка полуформ приводит к образованию заливов по плоскости разъема. Цель изобретения - повышение на дежности работы установки. Поставленная цель достигается тем, что в установке литья погружением, содержащей форму с горизон тальной плоскостью разъема, закреп ленную на приводной плите, механиз сборки и разборки формы в виде цилиндров, связанных при помощи тяг нижней полуформой, и упоров, ограничивающих ее перемещение, упоры в полнены в виде втулок, расположенных коаксиально тягам и закрепленных на плите с возможностью взаимо ствия с нижней полуформой. Йа фиг. 1 изображена предлагаемая установка литья погружением в Комент заливки, на фиг. 2 - то же, б исходном положении. 10 Установка содержит электропечь 1, в которой находится тигель 2 с жидким металлом. На монтажной плите 3 установлена несущая колонна 4, на которой размещен электромеханический механизм 5 перемещения, связанный ходовым винтом 6 с плитой 7. На последней смонтированы силовой цилиндр 8, к штоку которого при помощи тяг 9 подсоединена кокильная плита 10 с верхней охлаждаемой половиной формы 11J цилиндры 12, к тягам которых присоединена нижняя половина формы 13, имеющая в донной части литниково-питающие отверстия; манипулятор 14 и регулируемые упоры 15, закрепленные на плите 7, вьшолненные коаксиально относительно тяг цилиндров 12. В кокильной плите смонтирована система толкателей 16 для удаления отливки из верхней половины формы. Установка работает следующим образом. В исходном положении обязательным условием является поджатие нижней половины формы 13 при помощи тяг пневматических цилиндров 12 к упорам 15„ В этом положении никняя половина формы перемещением плиты 7 располагается таким образом, чтобы формообразующая поверхность А и уровень металла в тигле 2 находились в одной плоскости. При помощи штока силового цилиндра 8 посредством тяг 9 производите стыковка верхней 11 и нижней 13 частей формы, после чего движение уже собранной формы продолжается в расплаве на глубину, превьпиающую габаритные размеры отливки и обеспечивающую заполнение полости формы через донные литниковые отверстия. После кристаллизации отливки процесс осуществляется в обратной последовательности. Коаксиальное расположение упоров по отнощению к тягам гарантирует самоцентровку этих элементов и, кроме того, при таком расположении упоры не загромождают доступа к отливке при ее удалении. Коррекция положения плиты 7 перед следующей заливкой автоматически выполняется при помощи механизма 5. Удаление отливки из верхней части формы 11 осуществляется при помощи системы .толкателей 16, а вынос отливки из рабочей зоны производится манипулятором 14.
Фиг.1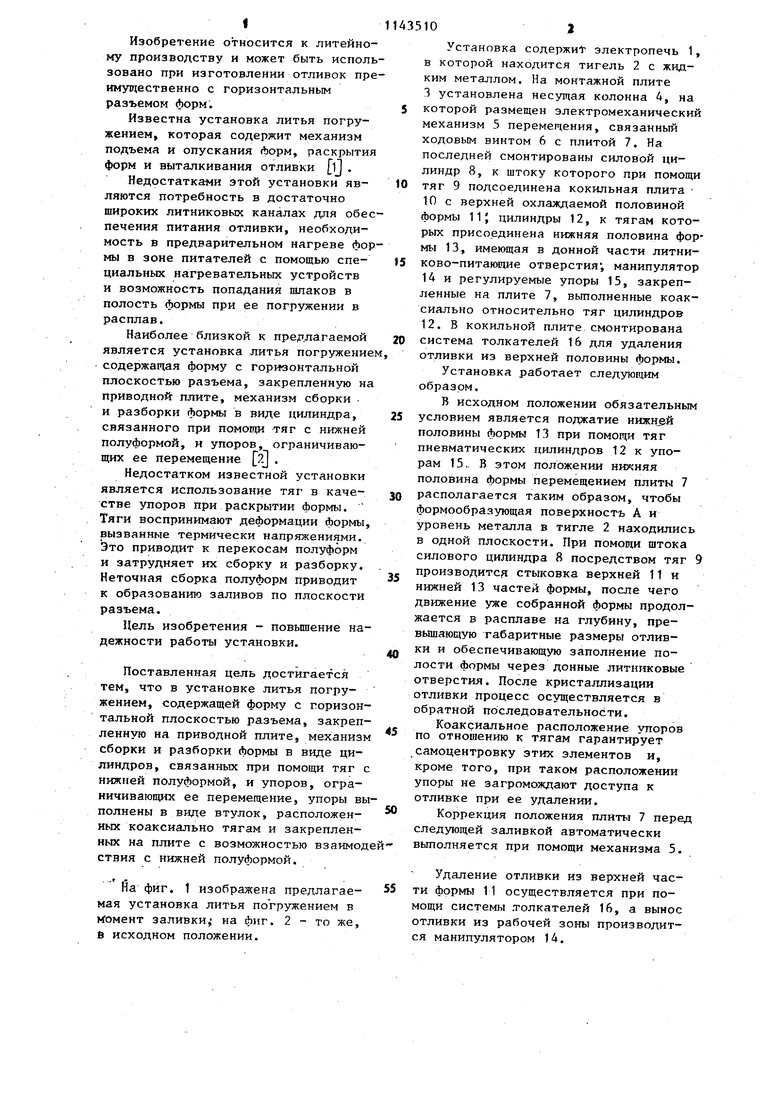
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Способ получения отливок | 1979 |
|
SU831320A1 |
| КОКИЛЬ С ВЕРТИКАЛЬНЫМИ ПЛОСКОСТЯМИ РАЗЪЕМА | 1991 |
|
RU2020038C1 |
| Способ получения отливок | 1980 |
|
SU931289A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| КОКИЛЬНАЯ ЧЕТЫРЕХПОЗИЦИОННАЯ МАШИНА | 1972 |
|
SU419306A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1528612A1 |
УСТАНОВКА ЛИТЬЯ ПОГРУЖЕНИЕМ, содержащая форму с горизонтальной плоскостью разъема, закрепленную на приводной плите, механизм сборки и разборки формы в виде цилиндров, связанных при помощи тяг с нижней полуформой, и упоров, ограничиваю щих ее перемещение, отличающаяся тем, что, с целью повышения надежности ее работы, упоры выполнены в виде втулок, расположенных коаксиально тягам и закрепленных на плите с возможностью взаимодействия с нижней полуАормой. (Л е
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литейное производство, 1981, 1 1, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для заливки вкладышей | 1948 |
|
SU81447A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
