«1
Изобретение относится к порошково металлургии, в частности к устройств для прессования металлических порошков сменной формы.
Целью изобретения является повыше ние равноплотности по высоте изделия
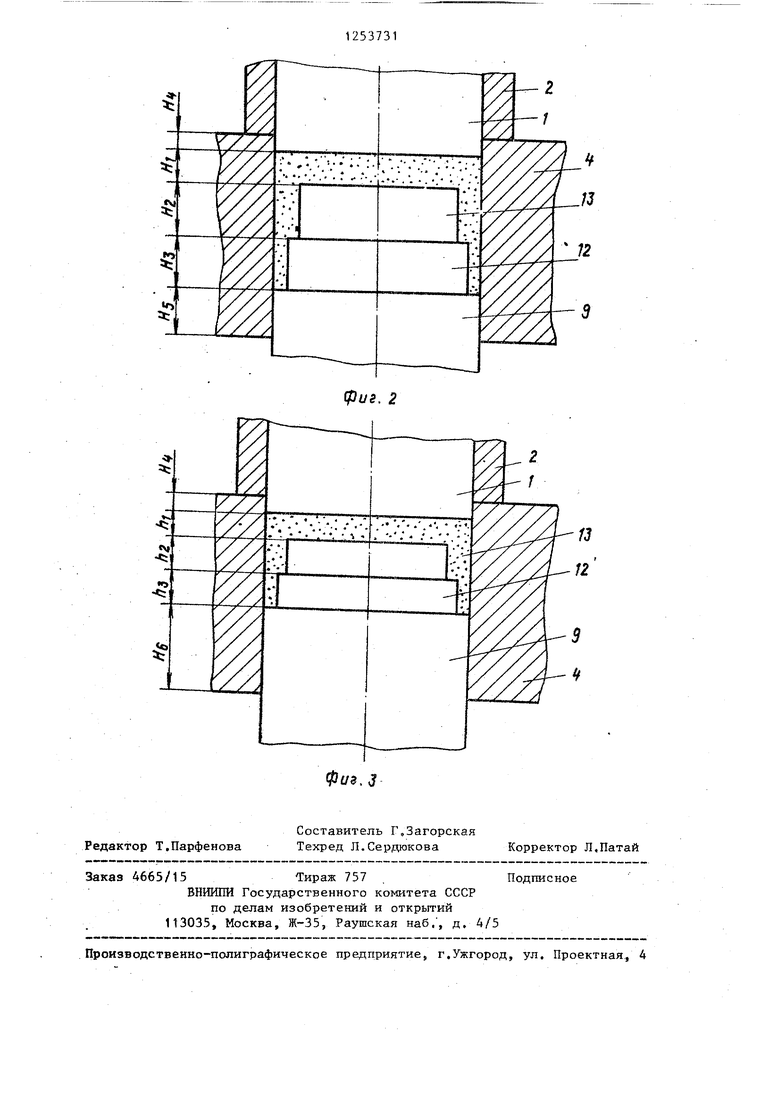
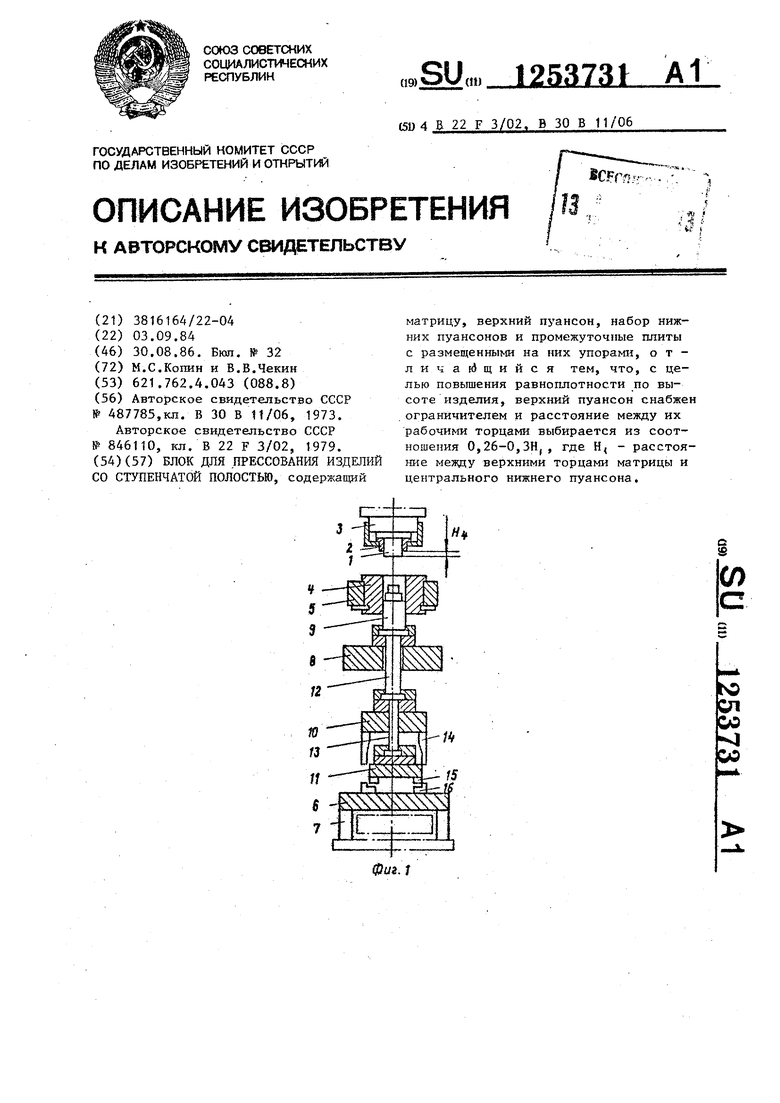
На фиг,1 представлен прессующий блок в исходном положении, поперечный разрезJ на фиг.2 - взаимное положение пуансонов 1, 9,12, 13 и матрицы 4 в момент захода верхнего пуансона 1 в матрицу 4 на размер Н (предварительное прессование); на фиг.З - момент расположения пуансонов в прессующем блоке относительно друг друга и матрицы в конце хода ползуна.
На чертежах приняты следующие обозначения: Н - размер, характеризующий взаимное положение центрального пуансона 13 и матрицы А (насыпная высота верхней части прессовки); Hj - размер, определяющий взаимное положение пуансонов 12 и 13 (насыпная высота средней части прессовки); Н - размер, определяющий взаимное положение пуансонов 9 и 12 (насыпная высота нижней части прессовки); Н, - размер, определяющий взаимное положение пуансона 9 и матрицы 4; h, - размер, определяющий взаимное положение пуансонов 1 и 13 (высота верхней части прессовки); h - размер, определяющий взаимное положение пуансонов 12 и 13 (высота средней част прессовки); hj - размер, определяющий взаимное положение пуансонов 9 и 12 (высота нижней части прессовки) 4 размер, определяющий взаимное положение верхнего пуансона 1 и ограничителя 2 в прессующем блоке; Н - размер, определяющий взаимное положение пуансона 9 и матрицы 4„
Предпагаемый блок для прессования изделий со ступенчатой полостью содержит верхний пуансон 1 и ограничитель 2, закрепленные на верхней плите 3, матрицу 4, установленную в посадочном отверстии подвижной плиты 5, связанной через направляющие колонки с нижним приводом пресса (не показаны), Нижняя плита 6 через призмы 7 устанавливается на столе пресса С нижней плитой связана неподвижная промежуточная плита 8 через опоры (не показаны). На плите 8 установлен неподвижный пуансон 9. Между неподвижными плитами 6 и 8 расположены подвижные плиты 10 и 11, на которых
устанавливается набор нижних пуансонов 12 и 13, На подвижных плитах 10 и 11 закреплены упоры 14 и 15, взаимодействующие с упорами 16,
Все плиты блока центрируются посредством направляющих втулок (не показаны) ,
Выбор соотношения расстояний Н, и Н определяется с учетом плотности засыпаемого порошка и прессовки и коэффициента предварительного прессования; значение Н 0,26-0,3 Н, является оптимальным.
Прессующий блок работает следую- щим образом.
Питателем пресса (не показан) порошковый материал засыпается в камеру, образованную матрицей 4 и пуансонами 9, 12 и 13, После заполнения камеры ползун пресса перемещается вниз с закрепленными на нем пуансоном 1, ограничителем 2 , плитой 3,.Пуансон 1 входит в матрицу 4 на размер Н, Матрица 4, пуансоны 9, 12 и 13 находятся в это время еще в исходном положении (происходит предварительное прессование на размер Н..) , Плотность предвари
4 тельно спрессованной прессовки при
плотности порошка у, равна
у J iHj.+ |)г (Н,+ ,)-Нд
При одностороннем прессовании плотность выше со стороны подвижного пуансона, поэтому в нижней части прессовки плотность ниже указанного значения.
При дальнейшем ходе ползуна пресса, когда ограничитель 2 упрется в матрицу 4 и приведет ее в движение,
матрица 4 вместе с пуансоном 1, ограничителем 2, пуансонами 12 и 13 будет перемещаться относительно пуансона 9 до упоров 16 (происходит окончательное прессование пуансоном 9). При достижении заданного давления прессования ползун уходит вверх, а матрица 4 движется вниз, освобождая прессовку. Цикл работы блока закончен, В связи с тем, что при предварительном прессовании в верхней части прессовки плотность равна значению , а в нижней это значение меньше, то при ок ончательном прессовании не происходит перераспределение (перетекание) порошка в радиальном
312537314
направлении от пуансона 9 под пуан- li:iHj.+
сон 12 и от пуансона 12 nojot пуан-( Н)сон 13. Поэтому плотность после окон-такое, при котором возможно перерас-
чания прессования получается равно-пределение порошка от пуансона 9 под
мерной по высоте прессовки. Ограни- jпуансон 12 и от пуансона 12 под пуанчитель 2 не позволяет в процессе .сон 13 при окончательном прессовании,
прессования входить пуансону 1 в мат-В связи с этим после окончательного
рицу 4 на больший размер, чем Н.прессования в нижней части прессовки
При размере, большем Н, происходитплотность меньше, чем в верхней
переуплотнение верхней части прес- ю(табл.1 и 2),
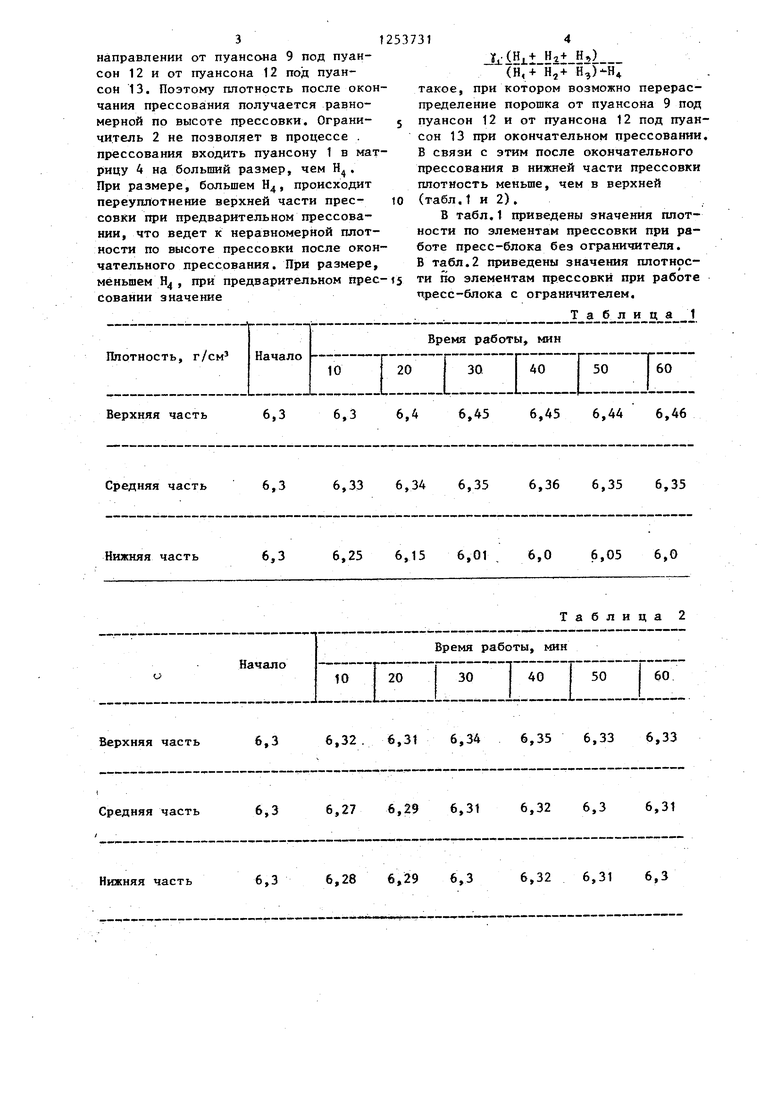
совки при предварительном прессова- В табл. приведены значения плот- нии, что ведет к неравномерной плот-ности по элементам прессовки при ра- ности по высоте прессовки после окон-боте пресс-блока без ограничителя, чательного прессования. При размере,В табл.2 приведены значения плотнее- меньшем Н , при предварительном npec-t5ти По элементам прессовкИ при работе совании значениепресс-блока с ограничителем.
. , 1
Время работы, мин
Плотность, г/см Начало |-j - 111
10 20 30 40 50 60
Верхняя часть 6,3 6,3 6,4 6,45 6,45 6,44 6,46 Средняя часть 6,3 6,33 6,34 6,35 6,36 6,35 6,35
Нижняя часть 6,3 6,25 6,15 6,01 6,0 6,05 6,0
Таблица2
Время работы, мин Начало .-.™----- ------ -.-------
102030405060
Верхняя часть6,36,32 . 6,31 6,346,35 6,33 6,33
1
Средняя часть 6,3 6,27 6,29 6,31 6,32 6,3 6,31
Нижняя часть
6,3 6,28 6,29 6,3
6,32 6,31 6,3
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессующий блок | 1979 |
|
SU846110A1 |
| Способ изготовления магнитопроводов элементов автоматики | 1987 |
|
SU1540940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЫВНОГО ЗАРЯДА БОЕПРИПАСА | 2007 |
|
RU2351578C2 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Устройство для прессования из порошка изделий сложной формы | 1984 |
|
SU1228969A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
Редактор Т.Парфенова
Составитель Г,Загорская Техред Л.Сердюкова
Заказ 4665/15Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий И3035, Москва, Ж-35, Раушская наб,, д. А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор Л.Патай
| Устройство для прессования изделий из порошкообразных материалов | 1973 |
|
SU487785A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Прессующий блок | 1979 |
|
SU846110A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
