1
Изобретение относится к сварке, а именно к конструкции горизонтальнозамкнутой поточной линии, преимущественно для сборки и сварки рамных конструкций .
Известны горизонтально-замкнутые автоматические линии спутникового типа, предназначенные для механической обработки, содержащие транспортер последовательной подачи изделий по рабочим позициям, транспортер возврата спутников, устройства загрузки и разгрузки, толкатели, перемещающие спутники с одного транспортера на другой 1.
Известны также горизонтально-замкнутые двухпоточные автоматические линии спутникового типа, у которых транспортёр возврата расположен между двумя рабочими транспортерами параллельно им и связан с ними поперечными данными транспортерами 2.
Известна горизонташьно-замкнутая поточная линия, преимущественно для сборки и сварки рамных конструкций, содержащая смонтированные на основании параллельно расположенные направляющие, концы которых соединены между собой поперечными направляющими,
установленные на направляющих приспособления-спутники, рамы которых оборудованы опорами качения со
5 взаимно-перпендикулярными осями,
электроприводы с тяговыми цепями,толкателями и конечными выключателями, расположенными в углах прямоугольных контуров 3.
10 Известные автоматические линии и конвейеры спутникового типа нецелесообразно использовать для механизации процессов сборки и сварки крупногабаритных изделий, например рамг ных конструкций, когда время сварки в несколько раз превышает время сборки (загрузки) и время съема готовых изделий. Это связано с тем, что рабочие места расположены последовательно и не обеспечивается независимость перемещения приспособленийспутников на рабочие места.
Цель изобрете.чия - повышение производительности путем уменьшения
25 времени на переход приспособленийспутников с продольных направляющих на поперечные.
Указанная цель достигается тем, 1ТО поточная линия оснащена дополниtn гельными поперечными направляющими.
расположенными параллельКо основным поперечным направляющим, при этом как продольные, так и поперечные направляющие в местах своего пересе чения образуют разрывы под опоры качения приспособлений-спутников,а на основании возле разрывов в направ ляющих с возможностью взаимодействия с рамами приспособлений-спутников смонтированы шаровые опоры.
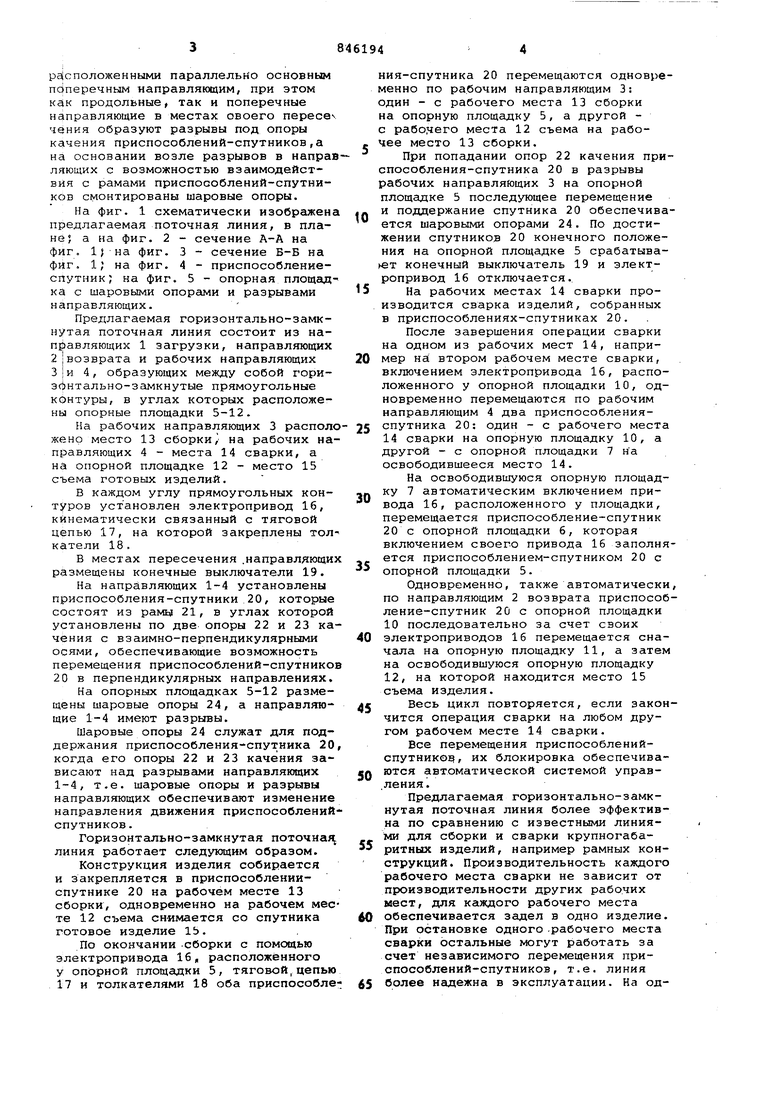
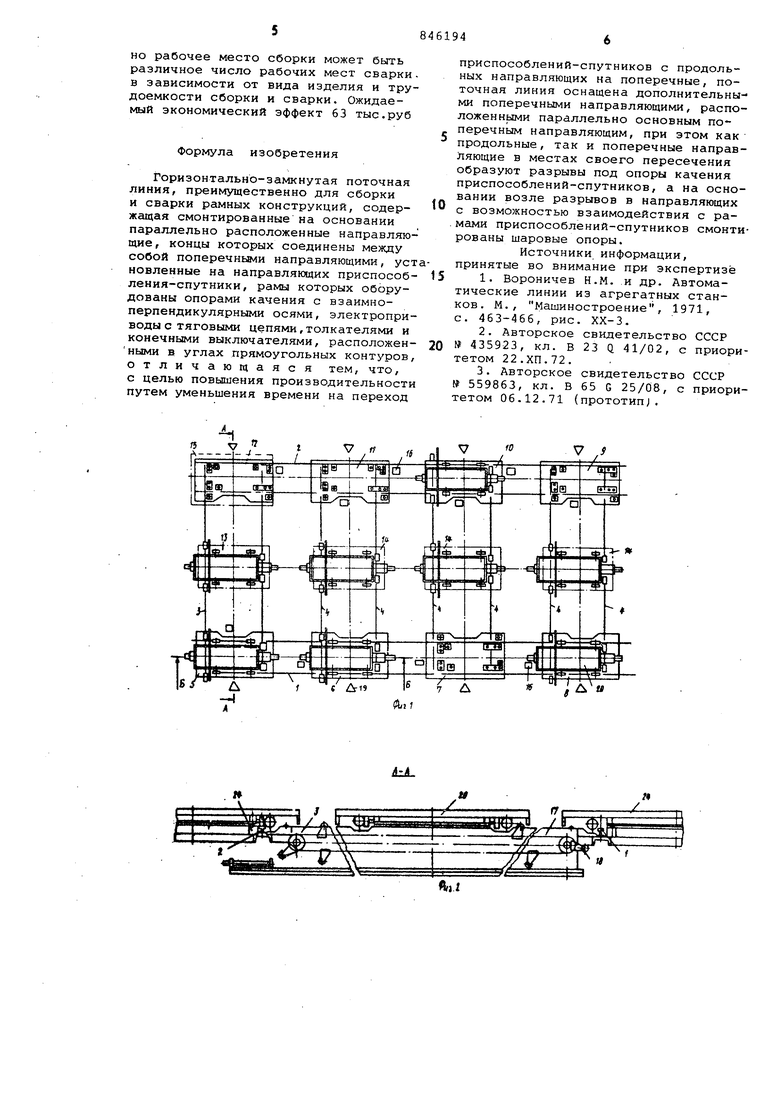
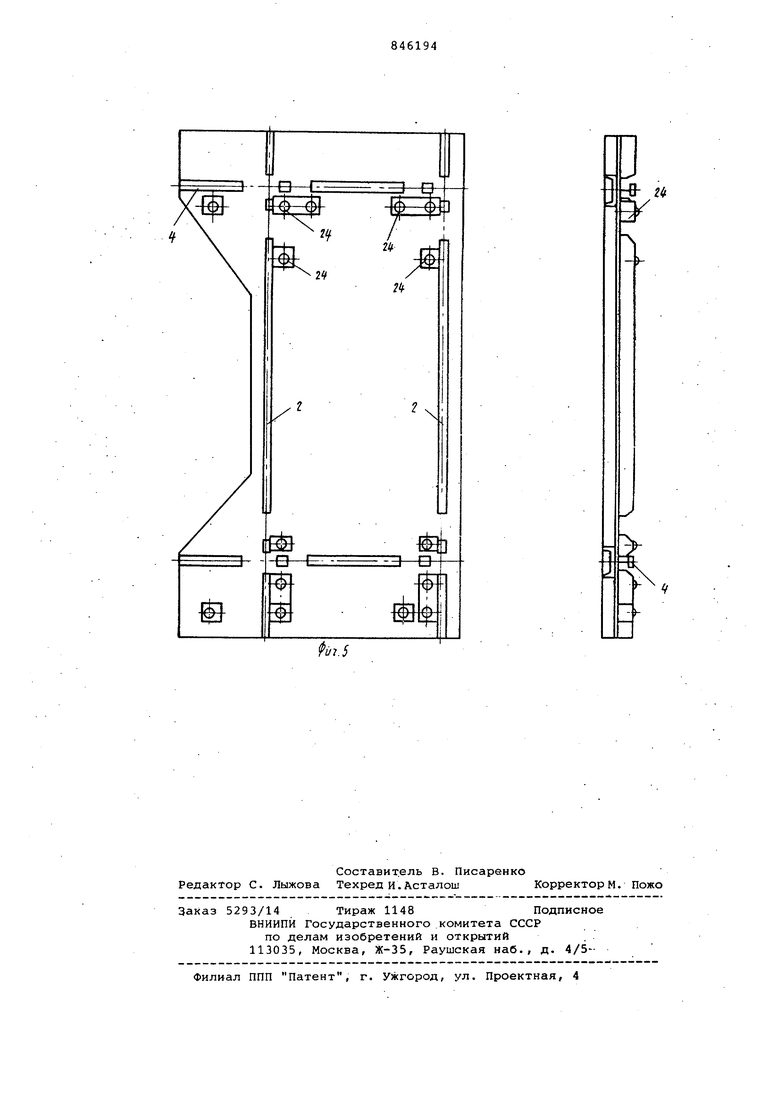
На фиг. 1 схематически изображена предлагаемая поточная линия, в плане; а на фиг. 2 - сечение А-А на фиг, фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - приспособлениеспутник; на фиг. 5 - опорная площади ка с шаровыми опорами и разрывами направляющих.
Предлагаемая горизонтально-замкнутая поточная линия состоит из направляющих 1 загрузки, направляющих 2 I возврата и рабочих направляющих 3|и 4, образующих между собой горизднтально-замкнутые прямоугольные контуры, в углах которых расположены опорные площадки 5-12.
На рабочих направляющих 3 расположено место 13 сборки/ на рабочих направляющих 4 - места 14 сварки, а на опорной площадке 12 - место 15 съема готовых изделий.
В каждом углу прямоугольных контуров установлен электропривод 16, кинематически связанный с тяговой цепью 17, на которой закреплены тол катели 18.
В местах пересечения .направляющих размещены конечные выключатели 19. На направляющих 1-4 установлены приспособления-спутники 20, которые состоят из рамы 21, в углах которой установлены по две опоры 22 и 23 качения с взаимно-перпендикулярными осями, обеспечивающие возможность перемещения приспособлений-спутников 20 в перпендикулярных направлениях, На опорных площадках 5-12 размещены шаровые опоры 24, а направляющие 1-4 имеют разрывы.
Шаровые опоры 24 служат для поддержания приспособления-спутника 20 когда его опоры 22 н 23 качения зависают над разрывами направляющих 1-4, т.е. шаровые опоры и разрывы направляющих обеспечивают изменение направления движения приспособленийспутников.
Горизонтсшьно-замкнутая поточна линия работает следующим образом. Конструкция изделия собирается и закрепляется в приспособленииспутнике 20 на рабочем месте 13 сборки, одновременно на рабочем месте 12 съема снимается со спутника готовое изделие 1Ь.
По окончании -сборки с помощью электропривода 16, расположённого у опорной площадки 5, тяговой,цепью 17 и толкателями 18 оба приспособлеиия-спутника 20 перемещаются одновременно по рабочим направляющим 3: один - с рабочего места 13 сборки на опорную площадку 5, а другой с места 12 съема на рабочее место 13 сборки.
При попадании опор 22 качения приспособления-спутника 20 в разрывы рабочих направляющих 3 на опорной площадке 5 последующее перемещение и поддержание спутника 20 обеспечивается шаровыми опорами 24. По достижении спутников 20 конечного положения на опорной площадке 5 срабатыва ет конечный выключатель 19 и электропривод 16 отключается.
На рабочих местах 14 сварки производится сварка изделий, собранных в приспособлениях-спутниках 20.
После завершения операции сварки на одном из рабочих мест 14, например на втором рабочем месте сварки, включением электропривода 16, расположенного у опорной площадки 10, одновременно перемещаются по рабочим направляющим 4 два приспособленияспутника 20: один - с рабочего места 14 сварки на опорную площадку 10, а другой - с опорной площадки 7 на освободившееся место 14.
На освободившуюся опорную площадку 7 автоматическим включением привода 16, расположенного у площадки, перемещается приспособление-спутник 20 с опорной площсщки 6, которая включением своего привода 16 заполняется приспособлением-спутником 20 с опорной площадки 5.
Одновременно, также автоматически по направляющим 2 возврата приспособление-спутник 20 с опорной площадки 10 последовательно за счет своих электроприводов 16 перемещается сначала на опорную площадку 11, а затем на освободившуюся опорную площадку 12, на которой находится место 15 съема изделия.
Весь цикл повторяется, если закончится операция сварки на любом другом рабочем месте 14 сварки.
Все перемещения приспособленийспутников, их блокировка обеспечиваются автоматической системой управ,ления.
Предлагаемая горизонтально-замкнутая поточная линия более эффективна по сравнению с известными линиями для сборки и сварки крупногабаритных изделий, например рамных конструкций. Производительность каждого рабочего места сварки ие зависит от производительности других рабочих мест, для каждого рабочего места обеспечивается задел в одно изделие. При остановке одного .рабочего места сварки остальные могут работать за счет независимого перемещения приспособлений-спутников, т.е. линия более надежна в эксплуатации. На одно рабочее место сборки может бЕлть различное число рабочих мест сварки в зависимости от вида изделия и трудоемкости сборки и сварки. Ожидаемый экономический эффект 63 тыс.руб Формула изобретения Горизонтально-замкнутая поточная линия, преимущественно для сборки и сварки рамных конструкций, содержащая смонтированные на основании параллельно расположенные направляющие , концы которых соединены между собой поперечньл и направляющими, уст новленные на направляющих приспособления-спутники, рамы которых оборудованы опорами качения с взаимноперпендикулярными осями, электроприводы с тяговыми цепями,толкателями и конечными выключателями, расположенными в углах прямоугольных контуров отличающаяся тем, что, с целью повышения производительности путем уменьшения времени на переход приспособлений-спутников с продольных направляющих на поперечные, поточная линия оснащена дополнительны vOi поперечньпии направляющими, расположенными параллельно основным поперечным направляющим, при этом как продольные, так и поперечные направляющие в местах своего пересечения образуют разрывы под опоры качения приспособлений-спутников, а на основании возле разрывов в направляющих с возможностью взаимодействия с рамами приспособлений-спутников смонтированы шаровые опоры. Источники информации, принятые во внимание при экспертизе 1.Вороничев Н.М. и др. Автоматические линии из агрегатных станков. М., Машиностроение, 1971, с. 463-466, рис. ХХ-3. 2.Авторское свидетельство СССР 435923, кл. В 23 Q 41/02, с приоритетом 22.ХП.72. 3.Авторское свидетельство СССР № 559863, кл. В 65 G 25/Ci8, с приоритетом 06.12.71 (прототип;.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Поточная линия для сборки и сварки металлических изделий | 1976 |
|
SU654372A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия спутникового типа | 1979 |
|
SU876377A1 |
| Поточная линия для сборки и сварки металлических изделий | 1981 |
|
SU1234136A1 |
| Поточная линия для изготовления металлических конструкций | 1977 |
|
SU716760A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Транспортная система автоматической линии | 1974 |
|
SU657968A1 |
| Автоматическая линия с приспособлениями-спутниками | 1977 |
|
SU751582A1 |
ЙЕ
2
23
25
О
(г/г.«
%
-в-€
23-В1
