(54) ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Гибкая производственная система | 1985 |
|
SU1364436A1 |
| Автоматизированный технологический комплекс | 1987 |
|
SU1509225A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Устройство для ограждения зоны обработки металлорежущего станка типа обрабатывающий центр со сменными столами-спутниками | 1987 |
|
SU1511061A1 |
| Автоматическая поточная линия | 1988 |
|
SU1636188A1 |
| Транспортная тележка автоматической линии | 1985 |
|
SU1414562A1 |
| Транспортная система для несинхронных автоматических линий | 1982 |
|
SU1060420A1 |
1
Изобретение относится к машинострО1 кию, преимущественно для транспортирова ния крупногабаритных изделий на станю автоматической поточной линии, например корпусов турбин.
Известны различные транспортные системы, применяемые для транспортирования крупногабаритных изделий по ходу технологического процесса их изготовления, например транспортная система, в которой спутники перемещаются автономно по полу цеха, в уровень с которым расположены базовые плиты станков. Каждый из спутников имеет привод, рулевое управление и устройство для разгрузки веса посредством воздушной подушки. Перемещением и установкой спутников на станки линии управляют работники, сопровождающие их на всем пути с,ледования 1.
Такая транспортная система снижает эффективность поточной линии, так как при ниличии парка, состоящего из нескольких десятков спутников, производительность линии в значительной мере зависит от оперативности работников, обслуживающих спутники, что не обеспечивает непрерывность работы линий.
Известна управляемая от ЭВМ транспортная система автоматической лиг1ии, в которой применены перемещаемые на воздущной подущке приспособления-спутники с закрепленными снизу крестообразными якорями, взаимодействующими с секциями ли нейного электродвигателя, установленными :между направляющими продольных и поперечных участков линии 2.
На данной линии нельзя переориентировать заготовки, закрепленные на приспособлениях-спутниках, потому что заготовка нг станке может обрабатываться только со стороны, заданной предварительной ориентацией.
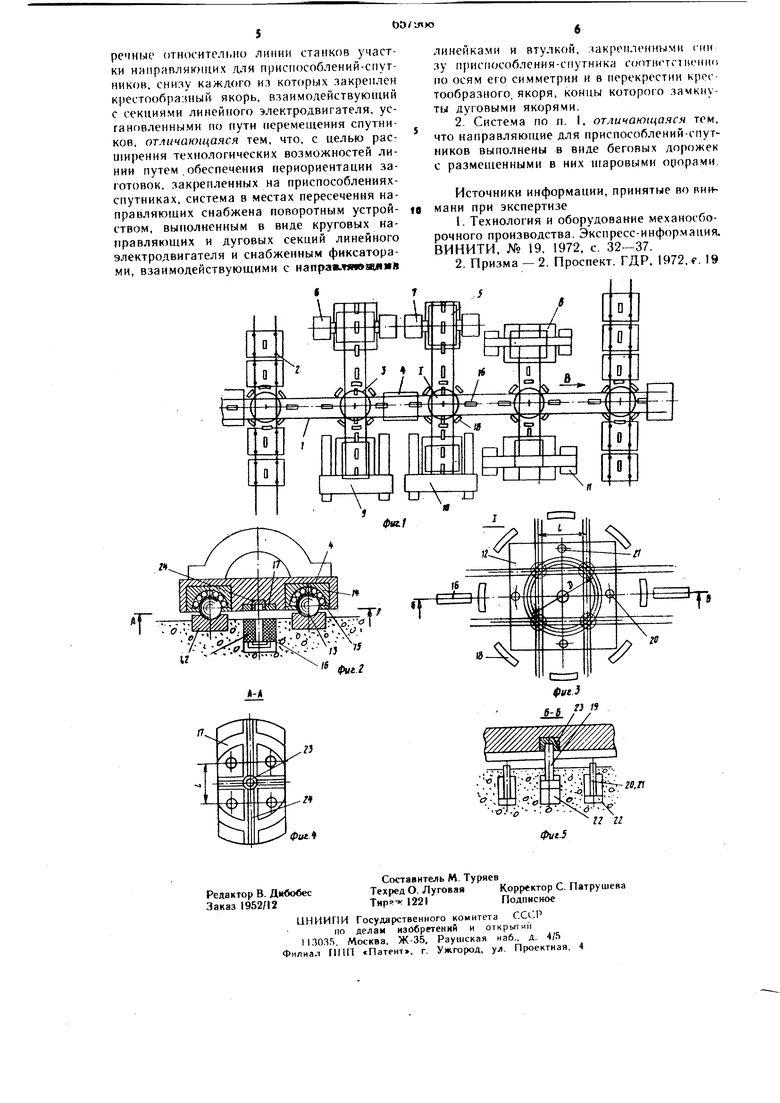
Целью изобретения является расширение
15 технологических возможностей автоматической линии путем применения в ней поворотных устройств, установленных в местах пересечения направляющих и выполненных в виде круговых направляющих и дуговых секций линейного электродвигателя и снабженных фиксаторами, взаимодействующими с направляющими линейками и втулкой, закрепленными снизу приспособления-спутника, соответственно по осям его симметрии и в перекрестии крестообразного якоря, концы которого замкнуты дуговыми направляющими. Направляющие для приспособлений-спутников выполнены в виде беговых дорожек с размещенными в них шаровыми опорами. На фиг. I показана планировка линии и транспортной системы; на фиг. 2 - спутник с установленным на нем изделием, разрез; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - разрез А--А на фиг. 2; на фйг. 5 - разрез Б--Б на фиг. 3. Транспортная система содержит продольные 1, поперечные 2 и круговые 3 направляющие, на которых установлены и могут перемещаться в различных направлениях спутники 4. Продольные и поперечные направляющие предназначены для перемещени я спутников на станки линии, на склад заготовок и на склад готовых деталей, круговые - для обеспечения возможности поворота спутников. Направляющие установлены на полу цеха и на расположенных в уровень с полом базовых плитах 5 станков 6- 1 L Направляющие 1 и 2 представляют собой металлические полосы (фиг. 2) с беговыми дорожками полукруглого, сечения. В месте их пересечения установлена плита 12 (фиг. 3|j на которой выполнены пересечения линейных ,и круговой беговой дорожек направляющих. В плите спутника 4 установлены четыре шаровых опоры, каждая из которых состоит из щара 13 больщого диаметра, опирающегося на помещенные в сферическую чашу 4 многочисленные щарики 15 малого диаметра. Опоры установлены так, что центры больших щаров располагаются на диаметре D (фиг. 3), перпендикулярно пересекающимся направляющим, отстоящим одна от другой, на расстоянии L, при этом L D -31045°. Между направляющими и 2 установлены секции линейного электродвигателя 6, особенность которого заключается в том, что при включении электротока в каждой из секций последовательно возбуждается бегущее электромагнитное поле, наводящее вихревые токи в якоре 17 (фиг. 4), прикрепленном к низу плиты спутника. Образованное вихревыми токами электромагнитное поле якоря взаимодействует с электромагнитными полями секций электродвигателя так, что возникает электродвижущая сила, толкающая якорь, а вместе с ним спутник с изделием в направлении бега электромагнитного поля секций. Такого же действия линейный электродвигатель выполнен в виде дуговых секций 18, установленных вокруг круговых направляющих плиты 12. В этом случае бегущее электромагнитное поле вынуждает якорь, а вместе с ним х:путник поворачиваться вокруг оси. Для фиксации направления перемещения спутника в плите 12 смонтированы один центральный 19, два продольно расположенный 20 и два поперечно расположенные 21 фик сатора, которые поднимаются и опускаются от гидроцилиндров 22. Фиксатор 19 взаимодействует с укрепленной в плите спутника втулкой 23, а каждая пара фиксаторов 20, 2 - с установленными между полосами якоря линейками 24, имеющими продольный паз. Крестовая форма якоря с дугами по краям обеспечивает его взаимодействие с прямолинейными и дуговыми секциями линейного электродвигателя. После выполнения последней операции, условно на станке 9, включается электродвигатель поперечного участка пути данного станка и спутник с изделием катится к перекрестью, где на подходе к нему включаются фиксаторы 21, которые, войдя в паз линейки 24, предохраняют спутник от боковых сдвигов при качении шаров по перекрестьям направляющих. Затем фиксаторы 21 опускаются, а фиксаторы 20 поднимаются, обеспечивая движение спутника по продольным направляющим I. После включени) линейных двигателей продольного пути спутг ик переместится в направлении стрелки па склад готовых деталей. Со станка 9 спутник перемещается к пе. рекрестью направляющих, станков 7 и 10, на подходе к которому срабатывает фикса тор 19, который входит в втулку 23, фиксируя ось поворота спутника. Затем включают дуговые секции линейного электродвигателя, вынуждая спутник с изделием повернуться, например, на 90° и установиться перпендикулярно его положению на станке 9, что регламентируется срабатыванием фиксаторов 21. После этого выключается и включается линейный двигатель поперечных направляющих и спутник с изделием переместится на базовую плиту станка 10 и закрепляется р требуемом положении. Аналогично передвигаются спутники между остальными стан Еами, что возможно осуществить одновре менно и независимо на каждой паре про швоположно установленных станков. После освобождения станка 9 очеред ной спутник с установленной на нем заготовкой поступает со склада заготовок на базовую плиту станка, обработанное на станке 0 изделие оправляется на склад готовых деталей, а спутник отправляется на склад заготовок, где вновь загружается. Управление секциями линейных электродвигателей, механизмами фиксаторов и средств закрепления спутника на базовых плитах стйнков, а также программной работы станков, сосредоточено в ЭВМ, обеспечивая работу линии в автоматическом цикле. Формула изобретения 1. Транспортная система автоматической пинии механической обработки корпусных язделий, содержащая продольные и попе
