(54) УСТРОЙСТВО ДЛЯ СБОРКИ ЗАПРЕССОВКОЙ ПОДШИПНИКОВ С КОРПУСНОЙ ДЕТАЛЬЮ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Устройство для сборки прессовых соединений деталей типа вал-втулка | 1981 |
|
SU998081A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1984 |
|
SU1143564A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| Устройство для установки стопорных колец | 1977 |
|
SU691271A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
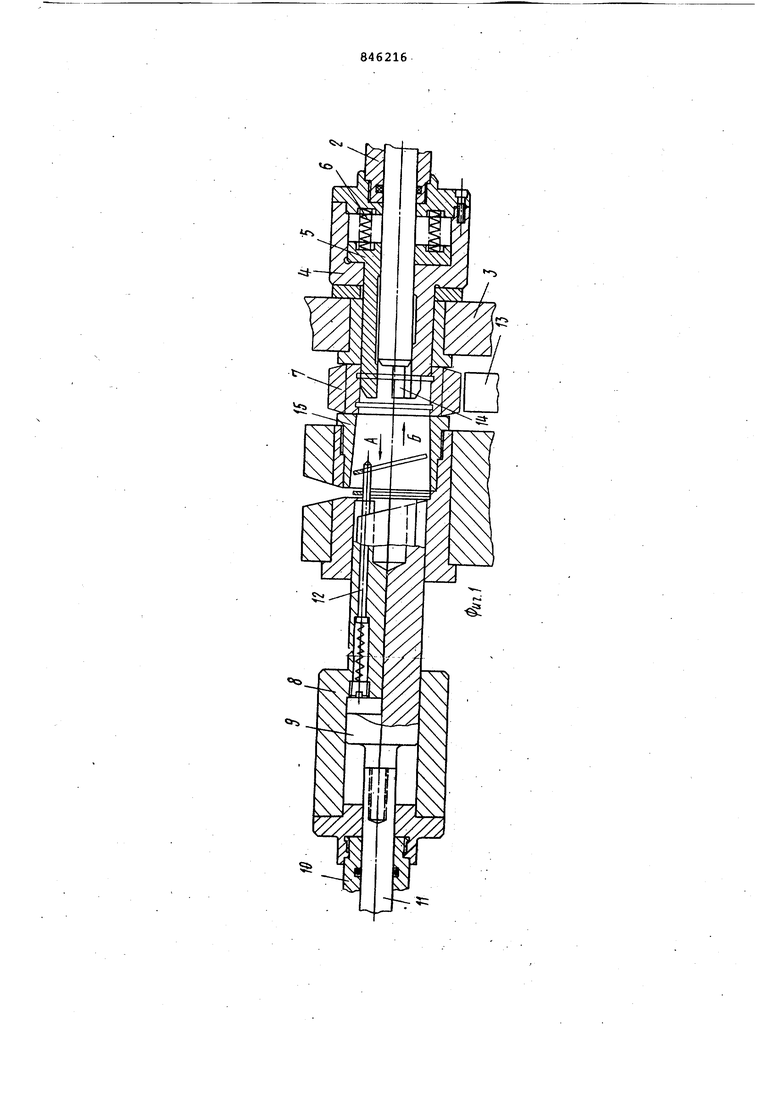
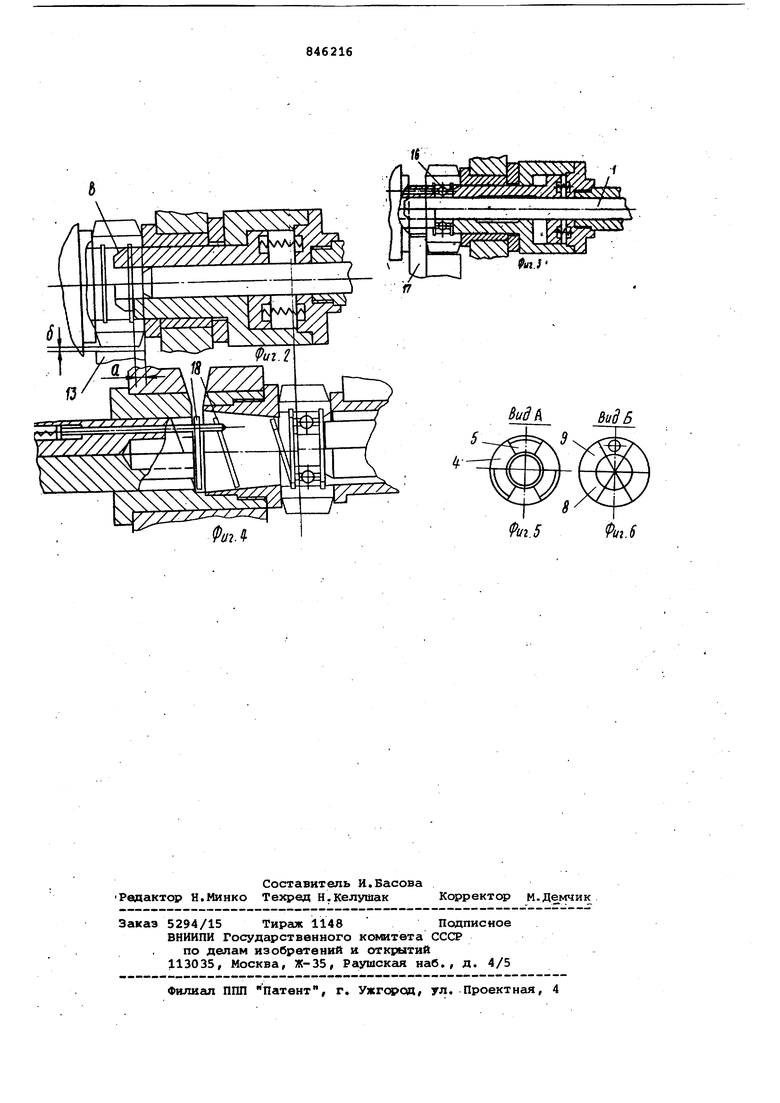
Изобретение относится к механосборочному производству, в частности к устройству для сборки изделий типа бегунков эскалаторов, электротали и т.п. со стопорными кольцами и подшипниками. Известно устройство для сборки запрессовкой подшипников с корпусной детсшью, содержащее эапрессовочный элемент и механизм центрирования корпусной детали в виде установленных одна, в другой внутренней разрезной втулки с пружинящими: лепестками и на ружной фиксируквдей втулки, а также установленного внутри разрозной втулки центрирующего штока Cl3 Однако данное устройство не обеспе чивает запрессовки одновременно подшипников и стопорных колец в корпусную деталь типа бегунков эскалаторов и т.п. Цель изобретения - обеспечение одновременной запрессовки стопорных колец в корпусную деталь типа бе гунков эскалаторов и повышение производительности.. Поставленная цель достигается за счет того, что устройство для запреег совки подшипников с корпусной деталью содержащее запрессовочный элемент и механизм центрирования корпусной детали в виде установленных вдна в другой внугренней разрезной втулки с пружинящими лепестками и наружной фиксирующей втулки, а также установленного внутри разрезной втулки центрирующего штока, снабжено расположенным соосно с механизмом центрирования корпусной детали механизмом центрирования и запрессовки стопорных колец, выполненным в виде расположенных одна в другой и связанных с приводами втулок с пружинящими лепестками, размещенными одни ме-кду другими по одному диаметру, и подпружиненного лоаителя для стопорных колец, установленного параллельно оси сборки в одном из лег пестков наружной втулки, при этом общая торцовая поверхность лепестков внутренней втулки выполнена наклонной к оси сборки, кроме того, наружная фиксирующая втулка механизма центрирования корпусной детали выполнена также разрезной с пружинящими лепестками, расположенными между лепестков внутренней разрезной втулки по одному диаметру, при этом наружная разре°зная втулка снабжена приводом воз вратно-посту пательного перемещения, а внутренняя подпружинена относительм но наружной. На фиг, 1 изображено устройство при установке одного из стопорных колец, общий вид; на фиг. 2 - положение рабочих органов устройства при -центрировании корпусной детали типа Оегунка перед сборкой за счет механизма центрирования на фиг. 3 то же при центрировании и запрессовке подшипника; на фиг. 4 - то же, при установке Другого стопорного кольца в кор пусную деталь; на фиг. 5 - вид А на фиг. 1; на фиг. 6 - вид В на фиг. 1. Устройство для сборки состоит из смонтированных на основании механизма центрирования каждой детали, выполненного в виде центрирующего штока 1 связанного со штоком 2 силового цилин дра энергопривода, и концентрично установленных одна в другой и в корпусе 3 разрезных втулок 4 и 5 с пружинящими лепестками, наружная из которых фиксиругадая 4 связана со штоком своего силового цилиндра, а внутренняя 5 имеет направляющий конус и поджата пружиной б относительно втулки 4. Лепестки одной втулки 4 расположены между лепестками другой втулки 5 по диаметру, не превышающему диаметр отверстия в корпусе собираемого бегу нка 7. Сооснр и напротив механизма центрирования корпусной детали по другую сторону от бегунка 7 расположен механизм центрирования и запрессовки стопорных колец с подшипником, позволякяций осуществлять последовател нуп сборку бегунка 7 с двумя стопорными кольцами и подшипником. Механизм центрирования и запрессовки.стопорных колец выполнен также в виде дву установленных одна в другой втулок 8 и 9, лепестки одной размещены межд лепестками другой, образуя одинаковы наружный диаметр, соответствуквдий ди аметру отверстия бегунка 7. Каждая из втулок 8 и 9 связана соответственно со штоками 10 и 11 силовых цилинд ров энергопривода. Втулка 8 снабжена подпружиненным установочным ловителе 12 (для приема стопорного кольца), расположенным в одном лепестКе втулки 8 параллельно оси сборки, а лепестки втулки 9 имеют наклонный торец. Устройство работает следующим образом. Корпус бегунка 7 подается движков вым ориентиром 13 к месту сборки, после чего энергоприводом подаются разрезные втулки 4 и 5. Втулка 5, имекщгл на концах лепестков напра1вля щий конус в, входя в отверстие бегун ка 7, отрывает его от движкового ориентира 13 на заранее предусмотренную величину б в пределах свободн го размера допусков, обеспечивая при Этом соосность отверстия бегунка с осью сборки. Подаваемая одновременно штоком 2 энергопривода разрезная втулка 4 перемещается со своими лепестками между лепестками втулки 5 на размер а, т.е. до канавки для стопорного кольца в бегунке 7. Далее осуществляется установка первого стопорного кольца 14, которое подается в щель и подвешивается на подпружиненный установочный ловитель 12 за счет наличия на кольце прорези. За.тем стопорное кольцо 14 подается леЬестками втулки 9 через конус направляющей втулки 15 до упора в лепестки втулки 4 у канавки под стопорное кольцо 14. После чего лeпecткa vш втулки .8 стопорное кольцо 14 выравниваетбя и заскакивает в канавку корпуса бегунка 7. После установки стопорного кольца 14 втулка 5 отходит вправо, и пружина 6 сжимается. Затем происходит установка и запрессовка подшипника 16, Последний другим движковым ориентиром 17 подается к месту -сборки. Затем выдвигается фиксирующий шток 1, связанный со штоком 2 силового цилиндра, и входит во внутреннее отверстие подшипника 16. После этого вьадвигается втулка 8, которая торцомлепестков запрессовывает подшипник 16 в отверстие бегунка 7. При этом ловитель 12 утапливается,сжимая пружину. Установка второго стопорного кольца 18 происходит аналогично установке первого стопорного кольца 14. Годовой экономический эффект от внедрения устройства в производство составляет 40650 руб. Формула изобретения Устройство для сборки запрессовкой подшипников с корпусной деталью, содержащее запрессовочный элемент и механизм центрирования, корпусной детали в виде установленных одна в другой внутренней разрез.ной втулки с пружинящими лепестками и наружной фиксирующей втулки, а такжеустановленного внутри разрезной втулки центрирующего штока, о т л и ч а ю щ е е с я тем, что, с целью обеспечения одновременной запрессовки топорных колец в корпусную деталь типа бегунков эскалаторов и повышения производительности, устройство снабжено расположенным соосно с механизмом центрирования корпусной детали механизмом центрирования и запрессовки стопорных колец,, выполненным в виде расположенных одна в другой, и связанных с приводами втулок с пружинящими лепестками, размещенными одни между другими по одному диаметру, и подпружиненного ловителя для стопорных колец, установленного параллельно оси сборки в одном из лепестков наружной втулки, при этом общая торцевая поверхность лепестков
5 8462166
внутренней втулки выполнена наклон-ная разрезная втулка снабжена прйвоной к оси сборки, кроме того, на-дом, а внутренняя разрезнгм подпружиружная фиксирующая втулка механизманена-относительно наружной, центрирования корпусной детали выполнена также разрезной с пружинящими-Источники инфсфмации, лепестками, расположенными между ле-, принятые во внимание при экспертизе ;Пестков внутренней разрезной втулки 1. Авторское свидетельство СССР по одному диаметру, при этом наруж-№ 265694, кл. В 23 Р 19/02, 1968.
4
S
