(54) СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ОТЛИВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносный станок для шлифования направляющих станины токарного станка | 1960 |
|
SU142907A1 |
| Манипулятор для зачистки наружных поверхностей отливок | 1981 |
|
SU997977A1 |
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU376211A1 |
| ВСЕСОЮЗНАЯЛ. А. Наследников и Ф. С. Городничев1.. !:.;.'! h{j' 11.ЛЙН SC h.^;;I B: ^БЛИОТЕКЛ | 1973 |
|
SU366961A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Станок для обработки конусных изделий | 1982 |
|
SU1189660A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
I
Изобретение относится к машиностроению и может быть использовано на автоматических линиях для абразивной зачистки отливок в литейных цехах.
Известна автоматическая линия для абразивной обработки отливок, содержашая станину, шлифовальные головки, транспортер с базируюш,ими приспособлениями. Для закрепления отливок над транспортером установлены подвижные каретки с гидрозажимами 1.
Однако при этом исключается возможность обработки верхних поверхностей отливок, а имеющееся устройство для закрепления отливок с подвижными каретками и гидрозажимами значительно усложняет конструкцию линии.
Цель изобретения - расширение технологических возможностей при обработке верхних поверхностей отливок за счет обеспечения зажима и отливок при повороте звеньев транспортёра.
Для достижения поставленной цели станок снабжен, опорными роликами, закрепленными на станине над транспортером по всей длине, и дополнительнымизвеньями с подпружиненными упорами, установленными между звеньями с базирующим приспособлением.
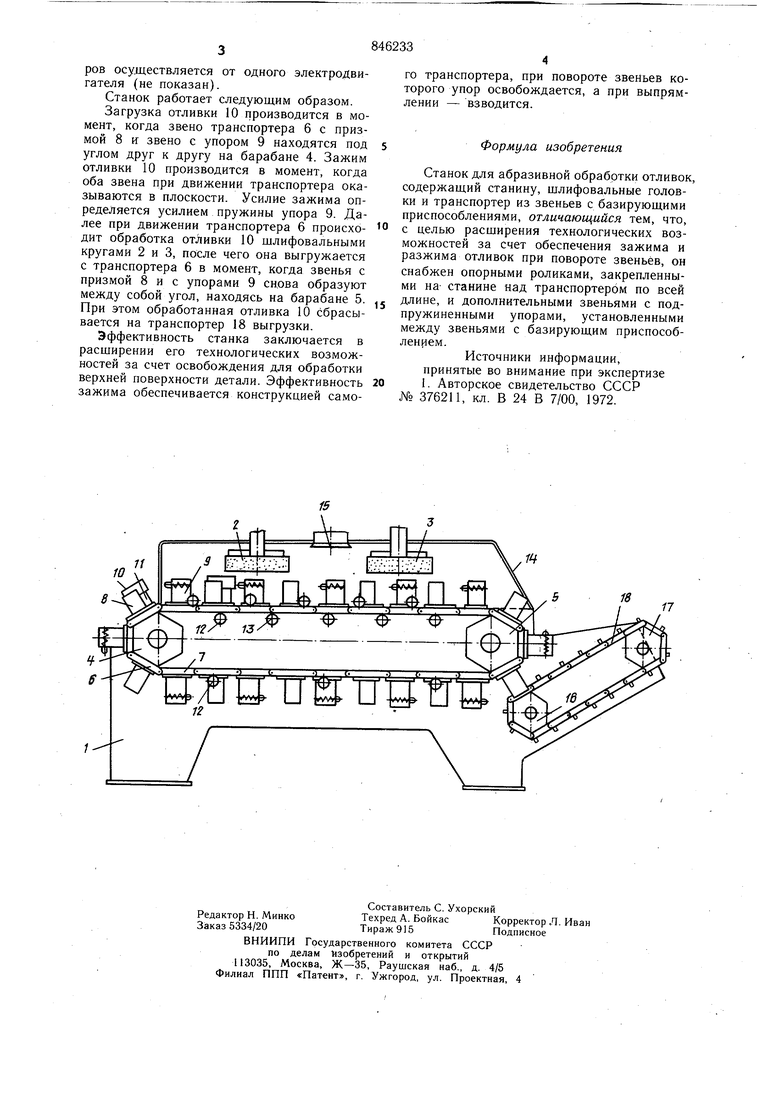
На . чертеже схематически представлен станок, общий вид.
Станок содержит станину 1, на которой установлены шлифовальные круги 2 и 3 и укреплены шестигранные барабаны 4 и 5 с транспортером 6, выполненным из стальных плит-звеньев 7, соединенных в бескоfQ нечную ленту. На одном звене закреплена призма 8, на другом - подпружиненный упор 9. Отливки 10 устанавливают на подставки 11. Звенья транспортера 6 поддерживаются роликами 12, закрепленными на станине 1. По всей длине рабочей зоны
15 станка над транспортером установлены опорные ролики 13, контактирующие со, звеньями 7 транспортера 6 и обеспечивающие надежность зажима отливок. Рабочая зона станка защищена кожухом 14, снабженным фланцем 15 для присоединения к производственной вентиляции. В конце станка на барабанах 16 и 17 установлен транспортер 18 выгрузки. ПривоД обоих транспортеров осуществляется от одного электродвигателя (не показан).
Станок работает следующим образом.
Загрузка отливки 10 производится в момент, когда звено транспортера 6 с призмой 8 к звено с упором 9 находятся под углом друг к другу на барабане 4. Зажим отливки 10 производится в момент, когда оба звена при движении транспортера оказываются в плоскости. Усилие зажима определяется усилием пружины упора 9. Далее при движении транспортера 6 происходит обработка отливки 10 щлифовальными кругами 2 и 3, после чего она выгружается с транспортера 6 в момент, когда звенья с призмой 8 и с упорами 9 снова образуют между собой угол, находясь на барабане 5. При этом обработанная отливка 10 сбрасывается на транспортер 18 выгрузки.
Эффективность станка заключается в расщирении его технологических возможностей за счет освобождения для обработки верхней поверхности детали. Эффективность зажима обеспечивается конструкцией самоГО транспортера, при повороте звеньев которого упор освобождается, а при выпрямлении - взводится.
Формула изобретения
Станок для абразивной обработки отливок содержащий станину, щлифовальные головки и транспортер из звеньев с базирующими приспособлениями, отличающийся тем, что, с целью расщирения технологических возможностей за счет обеспечения зажима и разжима отливок при повороте звеньев, он снабжен опорными роликами, закрепленными на- станине над транспортером по всей длине, и дополнительными звеньями с подпружиненными упорами, установленными между звеньями с базирующим приспособлением.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 376211, кл. В 24 В 7/00, 1972.
