(54) ЭЛЕКТРИЧЕСКАЯ СОЛЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ ЦВЕТНЫХ МЕТАЛЛОВ
1
Изобретение относится к металлургии и предназначается для переплавки вторичных металлов, например, литников и брака отливок из алюминиевых сплавов, а также алюминиевой высечки и стружки.
Известна печь для выплавки цветных металлов из металлолома, металлической стружки и скрапа. Печь содержит футерованную плавильную камеру, нагревательные электроды, устройства для загрузки печи и выпуска металла 1.
Наиболее близкой по технической сущности к изобретению является элбктрическая солевая печь для плавки цветных металлов, включающая футерованную плавильную камеру, копильник для металла, нагревательные электроды, устройства для загрузки и выгрузки печи 2.
Однако недостатком описанной печи является наличие вспомогательной емкости, которая увеличивает габариты печи, и дополнительного устройства - тела погружения. При этом идет дополнительный расход энергии на нагрев вспомогательной емкости, тела погружения, дополнительного объема солевого расплава. Для перемещения тела погружения требуется мощный
приводной механизм. Кроме того, осуществление плавки в корзине из стали предопределяет насыщение алюминиевых сплавов железом, что ухудщает качество сплавов.
Цель изобретения - уменьшение габаритов печи, сокращение расхода электроэнергии, улучшение качества сплавов.
Поставленная цель достигается тем, что под горизонтально установленными в футеровке печи электродами на высоте 0,
д диаметров электродов выполнен порог с уклоном 2-10° в сторону копильника, а приемная стенка загрузочного устройства выполнена под углом 50-60°.
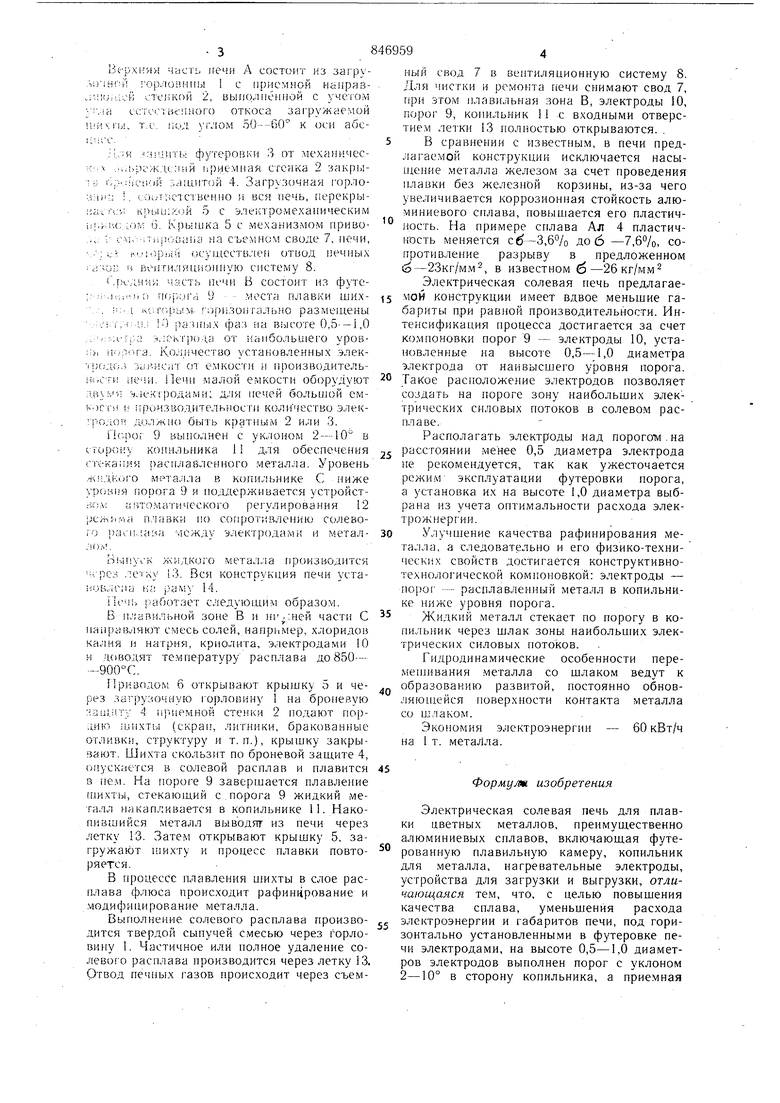
На чертеже изображена предлагаемая электрическая солевая печь, общий вид.
15 В предложенной конструкции электрической солевой печи выделены три конструктивные зоны, которые в компановке составляют одно целое - электрическую солевую печь; А - верхняя часть - зона границы печной и окружающей атмосферы; В - средняя часть - зона плавки металла; С - нижняя часть - копильник жидкого металла с устройством для выпуска металла и флюса. icpxHH/i часть лечи А состоит из загруой :-орло;н 1ы I с приемной наирявцой телкпй 2, выполненной с учссом ocTocTiicHHoro откоса загружаемой Ilji, Т-е. iic.vi. iViOM оО--бО к оси абсI:H футеровки 3 ОТ мехая1 чес-...u.,;iMA (гриемная стенка 2 закры;; :iiC;;oH :,11цнт()й 4. Загрузочная |-орло: , еС);;п;е1Ственно н вся печь, 1ерекрыс.; к|)ыи:х)й 5 с электромеханическим .: :ом 6. Крышка 5 е механизмом привоo b-iTjii Ooaiic ма сьемиом своде 7, печи, |-д.1) осуществлен отвод 1 ечных ;:: ве)тиляцяонпую систему 8. , часть нечн В состоит из футеii-ui).) г1г;р;.1Гд 9 - места плавки ших; : 1 1ч1;горь м. горизонтально размещены i i.Uj ID -liruibix фаз на Bi icoTe 0,5-- I,О ;i.-f:;:: yi.iOKipoia от наибольи1е1О уровio;T u-a. KojiiiMecTBO установленных элек.ол j..ir от емкости и производительи . Печ.и малой емкости оборудуют электродами; для нечей большой ем; производительности количество элекдс)л/кно быть кратным 2 и,г1и 3. Пс.рог 9 иынолнен с уклоном 2-10 в сторону копильника 11 для обеспечения отекания расплавленного металла. Уровень .)Го металла в копи; ьнике С ниже ургичия порога 9 и поддерживается устройстrff ; ивтома)ического регулирования 12 плавки но сопротивлению солевоiH-лаьа между электродами и метал - Дкого метал;1а производится ирез .:етку 13. Вся констоукния нечи стаHOBoinia на 14. ечь. )аГ)отает следующим образом. В плавильной зоне В и части С ||аираву|яют е.месь солей, nanpiiMep, х;1оридов калия и натрия, криолита, электродами 10 и доводят температуру расилава до 850---900°С. Приводом 6 открывают крышку 5 и через загрузочную горловину 1 на броневунэ ;.aij,iiTV 4 н|М1емной стенки 2 ио7.ают но).uib ii.iiiXTiii (скран. литники, бракованные отливки, структуру и т.п.), крышку закры.вают. Шихта скользит по броневой защите 4, опускается в солевой расплав и илавится 3 не.м. На riopoie 9 завершается плавление шихты, стекающий с. порога 9 жидкий .мега.лл накапливается в копильнике 11. Накопившийся .металл выводят из печи через летку 13. Затем открывают крышку 5, загружают шихту и процесс плавки повторяется. В процессе плавления ишхты в слое раеилава флюса происходит рафиннрование и .модифицирование металла. Выполнение солевого расплава производится твердой сыпучей смесью через горловину 1. Частичное или полное удаление солевого расплава производится через летку 13. Отвод печных газов происходит через съемиый свод 7 в вентиляционную систему 8. Для чистки и ремонта печи снимают свод 7, при этом плавильная зона В, электроды 10, порог 9, копильник 11 с входными отверстием летки 13 полностью открываются. В сравнении с известным, в печи предлагаемой конструкции исключается насып.1ение металла железом за счет проведения плавки без железной корзины, из-за чего увеличивается коррозионная стойкость алюминиевого сплава, повышается его пластичность. На примере сплава Ал 4 пластичность меняется сб-3,6% до 6 -7,6%, сопротивление разрыву в предложенном io-23кг/мм2, в известном 6-26кг/мм2 Электрическая солевая печь предлагаемой конструкции имеет вдвое меньшие габариты при равной производительности. Интенсификация процесса достигается за счет компоновки порог 9 - электроды 10, установленные на высоте 0,5-1,0 диаметра электрода от наивыешего уровня порога. Такое расположение электродов позволяет создать на пороге зону наибольших электрических силовых потоков в солевом расплаве. Располагать электроды над порогом.на расстоянии менее 0,5 диаметра электрода не рекомендуется, так как ужесточается режим эксплуатации футеровки порога, а установка их на высоте 1,0 диаметра выбрана из учета оптимальности расхода электрожнергии. Улучшение качества рафинирования металла, а следовательно и его физико-технических свойств достигается конструктивнотехнологической компоновкой: электроды - --- расплавленный металл в копильнике ниже уровня порога. Жидкий металл стекает по порогу в копильник через щлак зоны наибольших электрических силовых потоков. Гидродинамические особенности переменливания .металла со щлаком ведут к образованию развитой, постоянно обновляющейся поверхности контакта металла со шлаком. Экономия электроэнергии - 60 кВт/ч на 1 т. металла. Формулы изобретения Электрическая солевая печь для плавки цветных металлов, преимущественно алюминиевых сплавов, включающая футерованную плавильную камеру, копильник для металла, нагревательные электроды, устройства для загрузки и выгрузки, отличающаяся тем, что, с целью повыщения качества сплава, умепьщения расхода электроэнергии и габаритов печи, под горизонтально установленными в футеровке печи электродами, на высоте 0,5-1,0 диаметров электродов выполнен порог е уклоном 2-10° в сторону копильника, а приемная
стенка загрузочного устройства выполнена под углом 50-60°.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 405003, кл. F 27 В 3/06, 1972.
2.Авторское свидетельство СССР № 551491, кл. F 27 В 17/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая солевая печь | 1978 |
|
SU723344A1 |
| Электрическая солевая печь для плавки цветных металлов | 1973 |
|
SU466372A1 |
| АЛЮМИНЕПЛАВИЛЬНАЯ ПЕЧЬ | 2004 |
|
RU2280829C1 |
| Электрическая солевая печь для плавки цветных металлов | 1976 |
|
SU551491A2 |
| Электрическая солевая печь | 1978 |
|
SU723343A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ И СТРУЖКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1999 |
|
RU2156815C1 |
| Шахтная плавильная печь | 1974 |
|
SU549661A1 |
| Вращающаяся барабанная плавильная печь для переработки отходов цветных металлов | 2022 |
|
RU2796999C1 |
| ДВУХ ВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ С КОПИЛЬНИКОМ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2522283C1 |
| Вращающаяся барабанная плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2760137C1 |
