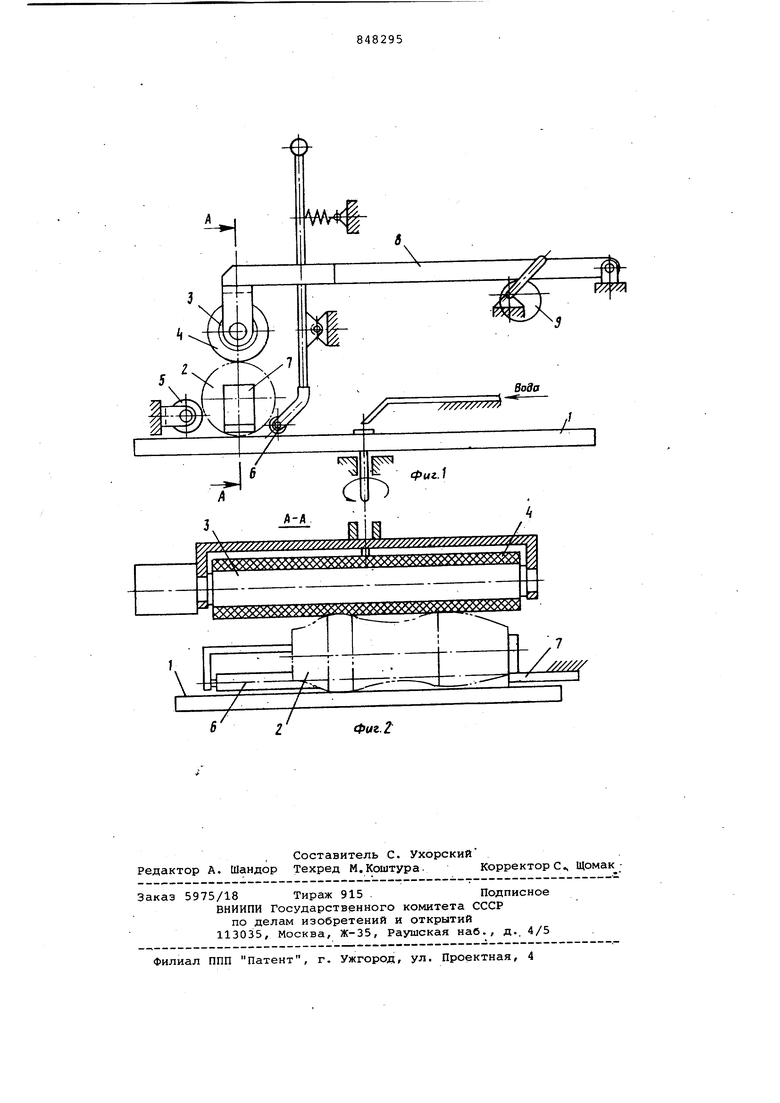
Иэобретеиие относится к обработке полупроводниковых материалов, например моно- и поликристаллического кремния, а также к другим областям техники, где требуется производить круглое шлифование твердых и хрупких кристаллических стержней (слитков) цилиндрической или близкой к ней фор мы с переменным диаметром по длине, с требованием сохранения геометричес кой оси заготовки, а также обеспечения необходимого качества обрабатываемой поверхности. Известно устройство для бесцентро вого шлифования, содержащее шлифовальный круг с приводом его вращения приводной ролик для прижима обрабаты ваемой детали к инструменту и два на правлякнцих элемента, расположенных по обе стороны детали. Обработка ведется торцовой поверхностью инструмента 1 . Данное устройство не может быть использовано для обработки твердых и хрупких кристаллических слитков, так как предполагает шлифование напроход, в то время как для данного случая более целесообразнаобработка врезанием. Цель изобретения - повышение качества обработки. Для достижения цели устройство снабжено поворотным рычагом, на котором смонтирован приводной ролик, и упором ограничения хода поворотного рычага, направляющие элементы выполнены в виде роЛиков, установленных с возможностью свободного вращения, при этом один ролик смонтирован на введенном в устройство рычаге, выполненном с возможностью упругого поджима, а оси вращения этих роликов расположены ниже оси вращения детгши. Кроме того, приводной ролик выполнен с покрытием из упругого материала . На фиг. 1 показано -устройство, общий вид, на фиг. 2 - разрез А-А на фиг. 1. VcTpot cTBO содержит алмазный инструмент 1, работающий торцовой поверхностью, приводимый BQ вращение от привода (не показан). Обрабатываемое изделие 2 прижимается к инструменту и приводится во вращение приводным роликом 3, выполненным с упругим покрытием 4. Изделие 2 удерживается роликами 5 и 6. Оси изделия и роликов . 3, 5 и б параллельны и расположейЬ
по хорде к рабочей поверхности круга. От осевого смещения изделие удерживается упором 7. Приводной ролик установлен на поворотном рычаге 8, опирающемся на опору 9.
Устройство работает следующим образом.
На рабочую поверхность 1 круга,подают подлежаидее обпаботке изделие 2. Подачу и вращение заготовки 2 одновременно осуществляют приводным роликом 3, который с необходимым усилием прижимает заготовку к поверхности 1 шлифовального круга. Так как заготовка прижимается по хорде в рабочей плоскости 1 вращающегося круга, под действием усилия резания она стремится совершить осевое перемещение в сторону вращения шлифовального круга. Это перемещение заготовки ограничивают торцовым упором 7.
При обработке заготовки (слитка) с большими перепадами диаметра по длине, при нажатии на заготовку 2 прижимным, роликом 3 упругое покрытие 4 прогибаясь, охватывает по дуге (по кривой) кольцевой выступ в место наибольшего диаметра заготовки,удерживая ее параллельно оси ролика 3 и поверхности 1 круга.
Для осуществления автоматического прекращения шлифования при достижении заданного диаметра, прижатие стержня 2 к рабочей поверхности 1 шлифовального круга прекращают ограничением перемещения ролика 3, смонтированном на шарнирно закрепленном рычаге 8, в направлении подачи опорой 9, устанавливаемой на заранее заданный диаметр.
Вертикальная составляющая силы, приложенная к стержню 2 ниже его оси подпружиненным роликом б, больше веса стержня и меньше силы нажатия ролика 3. Поэтому изделие 2 остается прижатым к ролику 3 и продолжает вращаться между удерживающими роликами 5 и 6, находясь в подвешенном состоянии над рабочей плоскостью 1
шлифовального круга. Поскольку процесс шлифовки закончен, ролик 3 приподнимают и извлекают обработанный стержень. Процесс шлифовки происходит в автоматическом режиме без участия рабочего. Вибрация изделия отсутствует, благодаря чему получается хорошее качество обработки поверхности без сколов и трещин. Устройство обеспечиваетсохранность геометрической оси обрабатываемой заготовки и повышение выхода годной продукции за счет снижения потерь при доводке до заданного диаметра и исключения сколов и трещин.
Формула изобретения
1.Устройство для бесцентрового шлифования, содержащее шлифовальный
круг с приводом его вращения, приводной ролик для прижима обрабатываемой детали к инструменту, два направляющих элемента, расположенных по обе стороны детали, отличающеес я тем, что, с целью повышения качества обработки, устройство снабже-. но поворотным рычагом, на котором смонтирован приводной ролик, и упором ограничения хода поворотного рычага, а направляющие элементы выполнены в виде роликов, установленных с возможностью свободного вращения, при этом один ролик смонтирован на введенном в устройство рычаге, выполненном с возможностью упругого поджима, а оси вращения этих роликов расположены ниже оси вращения детали.
2.Устройство по п. 1, отличающееся тем., что приводной
ролик выполнен с покрытием из упругого материала.
Источники информации, принятые во внимание при экспертизе
1, Патент США 2867060, кл. 51-129, 1956.
Вода
/////// //
фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифовки изделий, выполненныхВ ВидЕ ТЕл ВРАщЕНия | 1976 |
|
SU828266A1 |
| Устройство для шлифования изделий в виде стержней | 1980 |
|
SU1000238A2 |
| Устройство для шлифования изделий типа стержней | 1980 |
|
SU921799A1 |
| Устройство для шлифования деталей | 1978 |
|
SU732124A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ НЕПРЕРЫВНОЛИТОГО ИЗДЕЛИЯ | 2010 |
|
RU2553787C2 |
| Устройство для обработки стержней | 1980 |
|
SU919896A1 |
| СПОСОБ И СТАНОК МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ОБРАБОТАННЫХ ЗУБЧАТЫХ ЗАГОТОВОК, НАПРИМЕР ШЕСТЕРНЕЙ | 1999 |
|
RU2212315C2 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
V
Фиг.1
