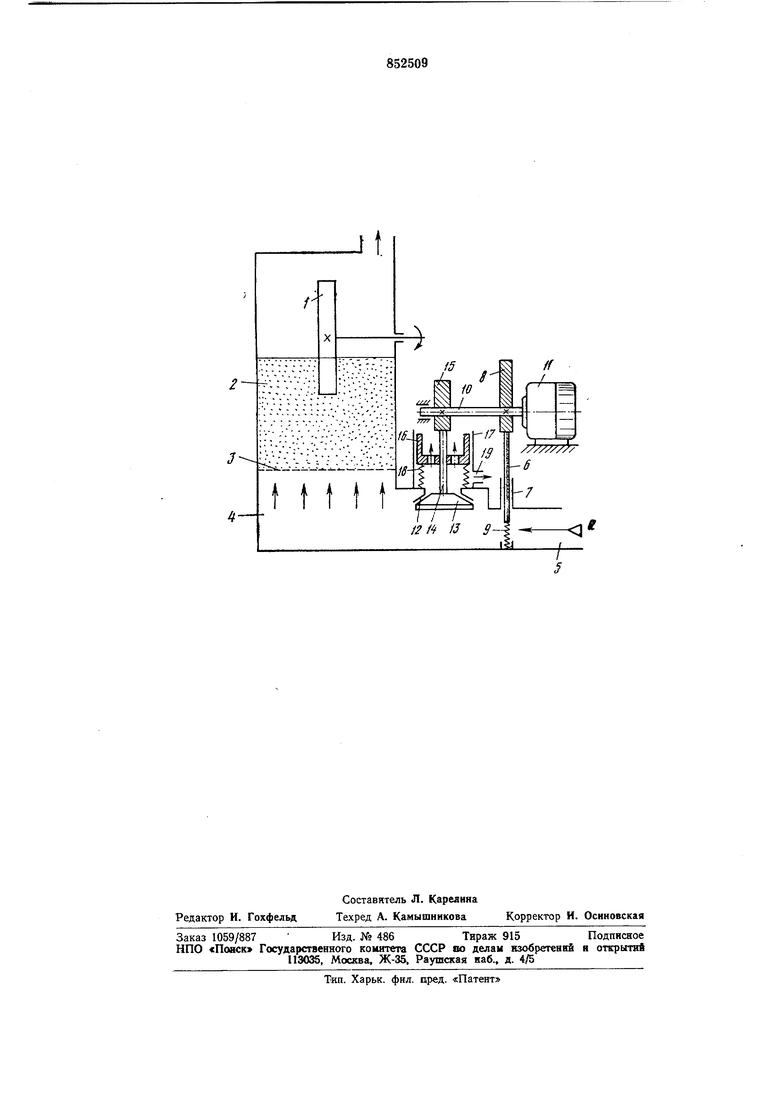
тока Q сжатого воздуха через зходиой патрубок 5 камеры.
Периодическое перекрытие входного иатрубка 5 осуществляют, наириме, перемещением затвора 6 в яатаравляющих 7 путем вращенля профильного кулачка 5, а в обратном направлении - силой пруж/ины 9. Вал 10, ,на котором закреплен кулачок, аращ.ают Лриводом //.,
Простраиство воздухораспределительной камеры 4 в течение периода (пульсаций поочередно сообщают то с источ:ни.ко.м расхода Q воздуха, то с атмосферой. Это осуществляют, например, лутем поочередного перекрытия входиого 5 и выходного 12, сообщаю1щегося с атмосферой, патрубков воздухораапределнтельной 1ка1мвры 4 затворами 6 и 13, для чего в устройсттве затво р 13 кинематически связан через шток 14 с щрофильньш кулачком М, расположенным на валу 10, вращающем кулачок 8. Штак 14 жестко соединен со втулкой 16, перемещающейся в направляющих 17, а затвор 13 поджи.мают к кулачку 15 лружи,ной 18, один конец которой упирается в коряус зыходного патрубка 12, а другой - во втулку 16. Воздух из патрубка 12 камеры 4 выходит в атмосферу отверстия 19.
Контуры кулачков 8 и 15 профилируют и разворачивают друг относительно друга так, чтобы обеспечить максимальные интенсивность движения частюц в слое ,и eix) расщирение, а следовательно, гороизВОДИтельность обработки. Например, в момент времени, .когда в результате подачи определенной порции газа ъ камеру 4 слой абразива достигает своего верхнего положения, затвором 6 1ПрекраЩ|ают впуск воздуха в KaiMepy 4, а ъ этот момент или ic йекоторой задержкой или 0(П1вражениам отжрывают сечение выходного патрубка 12, в результате чего восходящий поток воздуха, не успевщий иройти через решетку 3 и препятствующий оседанию абраз|Ивного слоя 2 вниз, перепускается через него и отверстие 19 в атмосферу. Этим достигается более интенсивное (с большей амплитудой ,и частотой по сравнению с известными способами) движение частищ слоя.
Длительность открытия и зак1рытия патрубков камеры обеспечивается за счет изменения профилирования кулачков, а частота - за счет изменения оборотов привода LL
Положительный эффект (повышение производительности) зависит от конкретных материалов обрабатываемых деталей, их конструктивно- геометрических параметров, обрабатываемости и т. п.
Формула изобретения
Устройство для обработки деталей абразивом, приводимым в исевдоожиженное состояние сжатым воздухом, подаваемым из воздухораапределительной камеры, о тл и чающееся тем, что, с целью повышения производительности О1бработки путем уведичения частоты пульсащий псевдоожиженного слоя, воздухораспределительная камера сна бжена механизмом пульсирующей подачи сжатого воздуха, выполненным в виде установленных 1на вращак щемся валу кулач|Ков со штоками, перекрыв-аюЩ|Ими входное отверстие воздухораспределительной камеры и введенного в устройства затвора с отверстиями для выхода воздуха.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 534344, кл. В 24 В 31/W, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в "ки-пящЕМ" СлОЕ АбРАзиВА | 1979 |
|
SU848310A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU878515A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848311A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU852510A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU984830A1 |
| КОНЦЕВОЙ КРАН | 2006 |
|
RU2301165C1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |