I
Изобретение относится к абразивной обрабс гке деталей в псевдоожиженной среде, например зачистке заусенцев, скруглению кромок, зачистке поверхностей и т.д., и может применяться в машиностроении и приборостроении.
Известны устройства для обработки деталей в псевдоожиженном абразиве, содержащие рабочую камеру с абразивом и распределительной решеткой, а также воздухоподающую камеру. Обрабатываемые детали закрепляются на вращающихся державках Г Недостатком устройства является то, что для обработки мелких деталей типа шайб, вкладьш1ей, шпонок и т.д. оно является малопроизводительным, .громоздким и не дает необходимой точности, так как на такой установке можно обработать лишь несколько деталей, закрепленных в державках,которые к тому же создают возмущение и затененные зоны в псевдоожиженном слое.
Цель изобретения - повьш1ение производительности и качества обработки деталей.
Указанная цель достигается тем, что устройство снабжено парой электромагнитов с управляюпщм устройством, один из которых установлен под распределительной решеткой в воздухоподающей камере, а второй - над псевдоожиженным слоем абразива на выходе из рабочей камеры, при этом устройство снабжено двумя ограничительными сеткг1ми, одна из которых расположена в слое абразива и у распределительной решетки, а втораш - над псевдоожиженным слоем абразива. Электромагнит, установленный под распределительной решеткой в воздухоподающей камере, расположен ниже воздухоподающего патрубка.
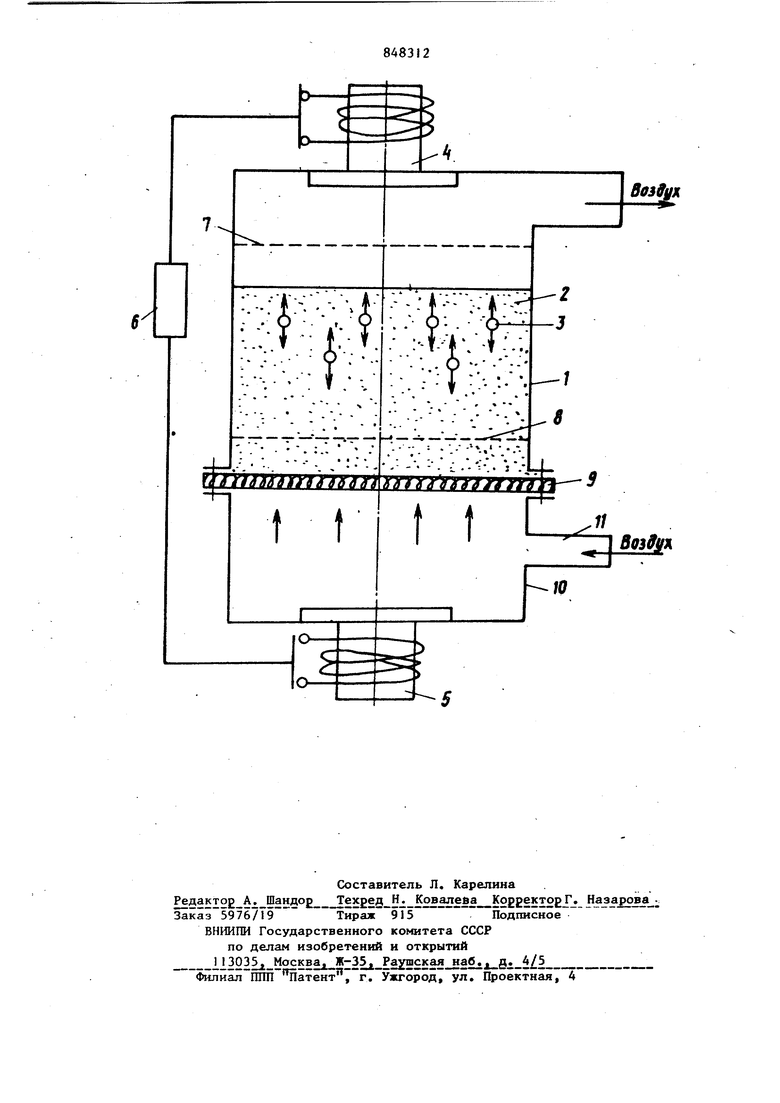
На чертеже изображена схема устройства.
В рабочей камере 1, выполненной из немагнитного материала, в псевдоожи3женном абразиве 2 помещены обрабатываемые детали 3, осциллирующее движе ние которым сообщается парой электро магнитов 4 и 5 и периодическое включени которых обеспечивает переключатель 6 Осцилляция детали 3 ограничена сетками 7 и 8, размер ячеек которых меньше размера обрабатываемых детале Для обеспечения псевдоожижения снизу рабочей камеры 1 установлена распределительная решетка 9 и воздух подающая камера 10, причем, с целью избежания нарушения воздушного поток в воздухоподающей камере, магнитоцровод электромагнита 5 установлен н же воздухоподводящего патрубка 11, Устройство работает следующим образом. Воздух, проходя через воздухоподводящую камеру 10 и распределитель. ную решетку 9 приводит во взвешенное состояние абразив 2., Детали 3 при выключенных электромагнитах 4 и 5 оседают на нижней упругой сетке 8, которая предохраняет от ударов или деформации распределительной решетки 9 при попадании на нее деталей 3. При включении переключателем 6 электромагнита 4 детали 3 к нему х притягиваются и идут вверх, проходя через псевдоожиженный абразив, который и производит их обработку. Когда детали подойдут к поверхности цсевдоожиженного слоя или ограничительной сетки 7 производят переключателем 6 отключение электромагнита 4 и включение нижнего электромагнита 5. Детали встряхиваются, поворачиваются и под давлением прит жения нижнего электромагнита 5 идут вниз. Когда детали подходят к нижней сетке В, переключателем 6 отклю чают электромагнит 5 и включают эле тромагнит 4. Затем цикл повторяется Сетка 7, уста}товлен11ая над псевдоожиженном слоем, предохраняет во время настройки амплитуды осцилляци деталей 3 от выброса деталей через выходной канал вместе с воздухом и от ударов о магнитопровод электро магнита 4. Благодаря настройке амплитуды осцилляции деталей 3 электромагннтаьш- 4 и 5 и ограничению их хода сетками 7 и 8 детали в процес се обр;1ботки все время находятся в наиболее активной зоне псевдоожижен ного слоя. 4 Величину амплитуды осцилляции подбирают опытным путем в зависимости от высоты псевдоожижеиного слоя абразива и веса деталей. Количество обрабатываемых деталей ограничивается лишь объемом рабочей камеры, к тому же детали под действием электромагнитных полей поворачиваются в псевдоожиженном слое, что позволяет обрабатывать качественно все части поверхности детали, т.е. повышается качество обработки. Устройство также позволяет производить абразивную обработку деталей и при одном работающем верхнем электромагните 4. В этом случае детали поднимаются вверх под действием электромагнита 4, а вниз идут до сетки 8 под действием гравитационных сил Но в этом случае несколько снижается производительность абразивной обработки. Предлагаемое устрбйство для абразивной обработки деталей, преимущественно мелких, является более простым по сравнению с известными и позволяет повысить производительность и качество, обработки. Формула изобретения 1.Устройство для обработки деталей в псевдоожиженном абразиве, содержащее рабочую камеру с абразивом и распределительной решеткой, а также воздухоподающую камеру, отличающееся тем, что, с целью повьшения производительности и качества обработки, оно снабжено парой электромагнитов с управляющим устройством, один из которых установлен под распределительной решеткой в воздухоподающей камере, а второй - над псевдоожиженным слоем абразива на выходе из рабочей камеры, при этом устройство снабжено двумя ограничительными сетками, одна из которых расположена в слое абразива и распределительной решетки, а вторая - над псевдоожиженным слоем абразива, 2.Устройство по п. I, отличающееся тем, что, электромагнит , установленный под распределительной решеткой в воздухоподающей камере, расположен ниже воздухоподающего патрубка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 534344, кл. В 24 В 31/00, 1976,
ШЖ -miг/
2 3
Воз9ук
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU956250A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталейВ КипящЕМ СлОЕ пСЕВдООжижЕННОгОАбРАзиВА | 1979 |
|
SU795903A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |