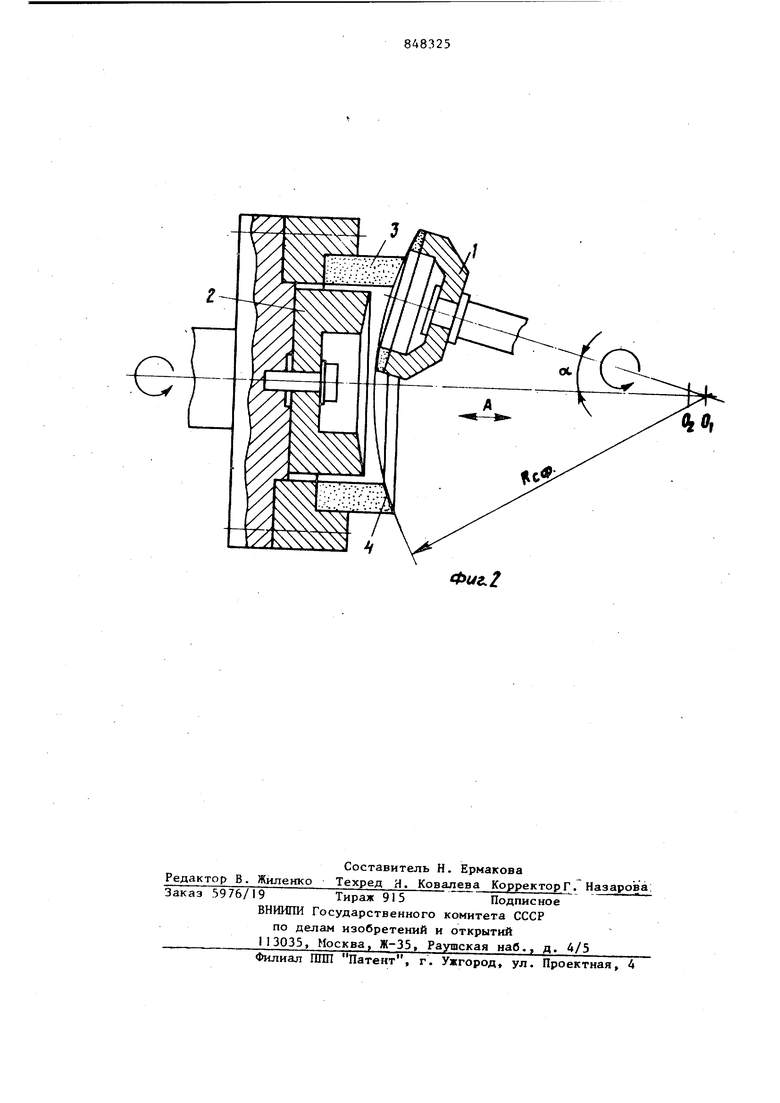
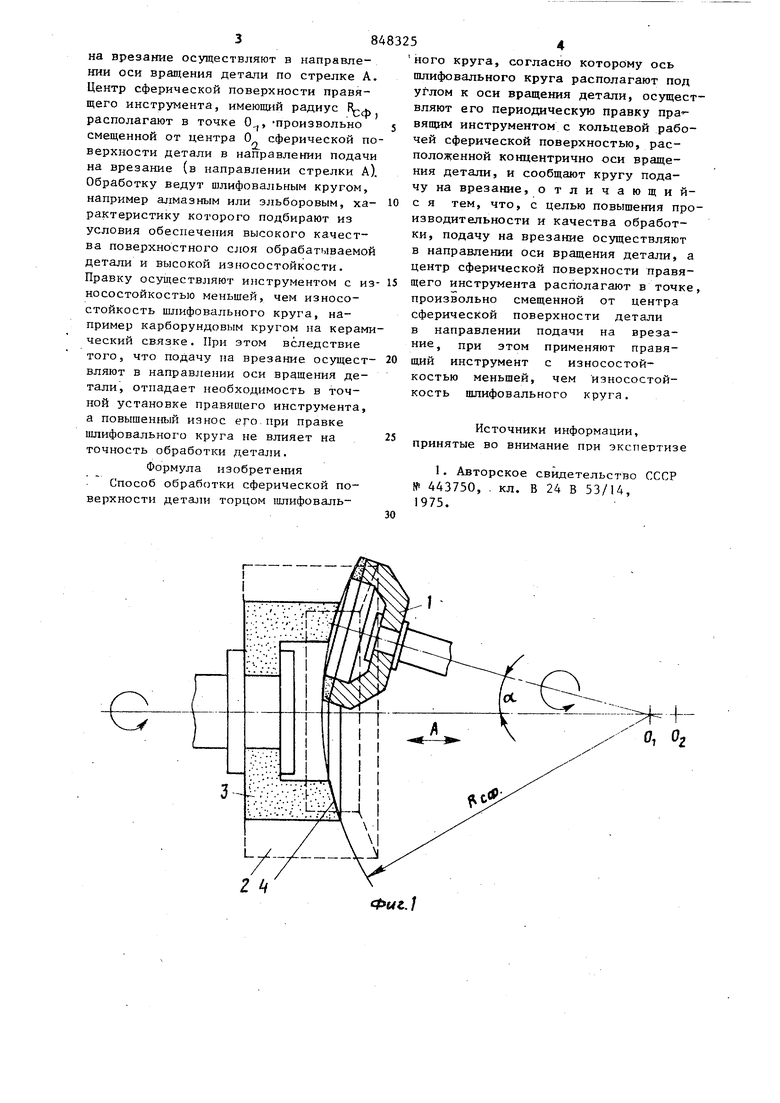
Т1зобретение относится к машиирстро еиню и может быть применено при обработке точных деталей со сферической поверхностью. Известен способ обработки сферической поверхности детали торцом шлифовального круга, согласно которому ось шлифовального круга располагают под углом к оси вращения детали, осуществляют его периодическую правку правящим инструментом с кольцевой рабочей сферической поверхностью, расположенной концентрично оси вращения детали, и сообщают кругу подачу на врезание ГПОднако этот способ не обеспечивает достаточно высокую производительность и повышенное качество обработки вслед ствие ограниченных возможностей правки шлифовального круга. Цель изобретения - повышение производительности и качества обработки. Эта цель достигается тем, что подачу на врезание осуществляют в направлении оси вращения детали, а центр, сферической поверхности правящего инструмента располагают в точке, произвольно смещенной ат центра сферической поверхности детали в направле- иии подачи на врезание, при зтом применяют правящий инструмент с износостойкостью меньшей, чем износостойкость шлифовального круга. На фиг. I показана схема, иллюстрирующая предлагаемый способ, при пос ледовательных операциях правки круга и обработки детали; на фиг.2 - то же, при расположении детали и правя- щего инструмента на одной позиции. Ось вращения шлифовального круга 1 располагают под углом oL к оси вращения детали 2. Правку круга I осуществляют правящим инструментом 3 с кольцевой рабочей сферической поверхностью 4, расположенной концентрично оси вращения детали 2. Подачу
на врезание осуществляют в направлении оси вращения детали по стрелке А. Центр сферической поверхности правящего инструмента, имеющий радиус располагают в точке 0,(, произвольно смещенной от центра О сферической поверхности детали в направлении подачи на врезание (в направлении стрелки А), Обработку ведут шлифовальным кругом, например алмазным или эльборовым, карактеристику которого подбирают из условия обеспечения высокого качества поверхностного слоя обрабатываемой детали и высокой износостойкости. Правку осуществляют инструментом с из носостойкостью меньщей, чем износостойкость шлифовального круга, например карборундовым кругом на керамический связке. При этом вследствие того, что подачу на врезание осуществляют в направлении оси вращения детали, отпадает необходимость в точной установке правящего инструмента, а повышенный износ его.при правке щлифовального круга не влияет на точность обработки детали.
Формула изобретения Способ обработки сферической поверхности детали торцом ншифовального круга, согласно которому ось шлифовального круга располагают под углом к оси вращения детали, осуществляют его периодическую правку пра вящим инструментом с кольцевой рабочей сферической поверхностью, расположенной концентрично оси вращения детали, и сообщают кругу подачу на врезание, отличающийс я тем, что, с целью повышения производительности и качества обработки, подачу на врезание осуществляют в направлении оси вращения детали, а центр сферической поверхности правящего инструмента располагают в точке произвольно смещенной от центра сферической поверхности детали в направлении подачи на врезание, при этом применяют правящий инструмент с износостойкостью меньщей, чем износостойкость шлифовального круга.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 443750, . кл. В 24 В 53/14, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки профильного шлифовального круга | 1984 |
|
SU1140942A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Способ врезного шлифования профильной детали дисковым шлифовальным кругом с периодической правкой | 1981 |
|
SU956246A1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU500037A1 |
| Способ правки шлифовального круга роликом | 1981 |
|
SU975367A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |