Изобретение относится к установкам для механизации процессов при термической обработке на сорбитную структуру рельсов с использованием прокатного нагрева их.
Предлагаемое устройство предназначается для захвата нескольких предварительно поставленных на головку рельсов подъемной рамой с системой пневматических зажимов, подъема пакета рельсов и быстрого охлаждения головок рельсов при помощи водовоздушных форсунок, установленных под рельсами.
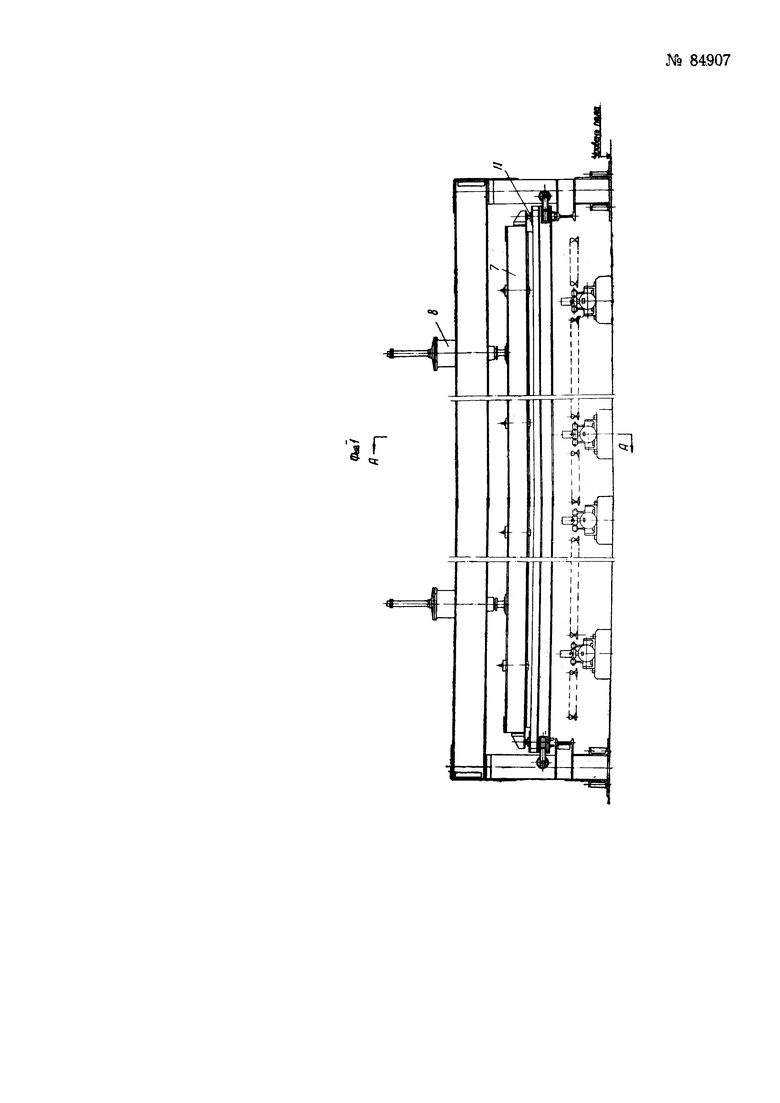
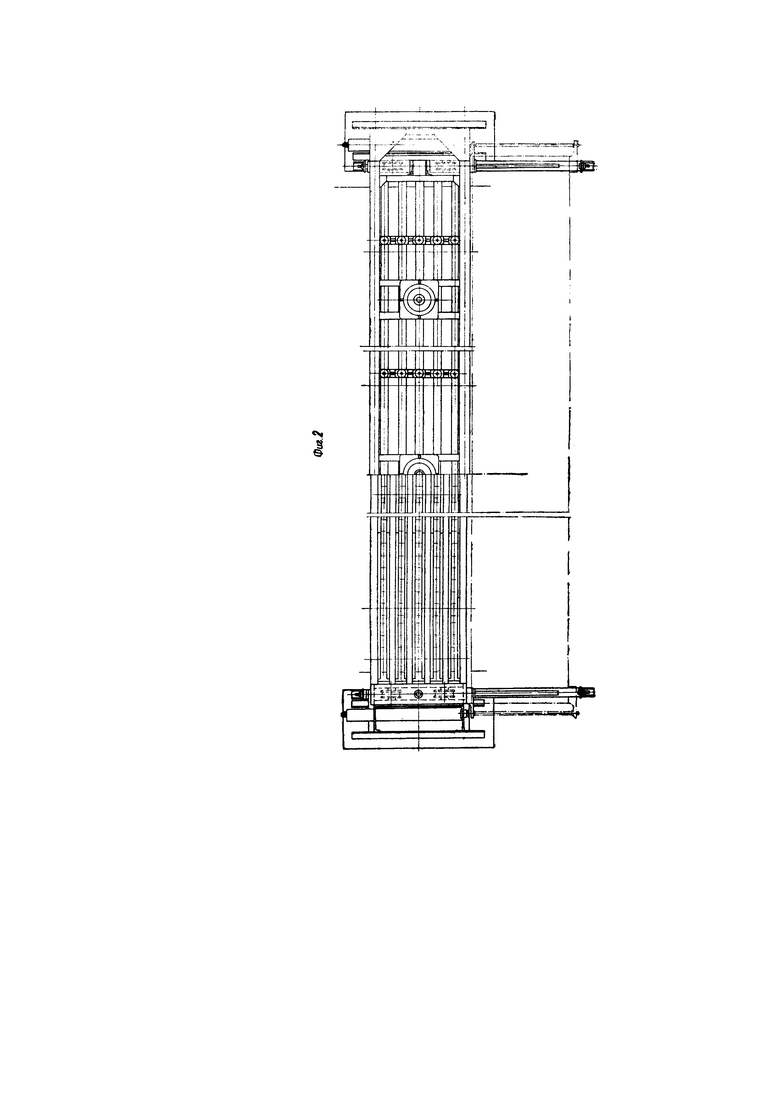
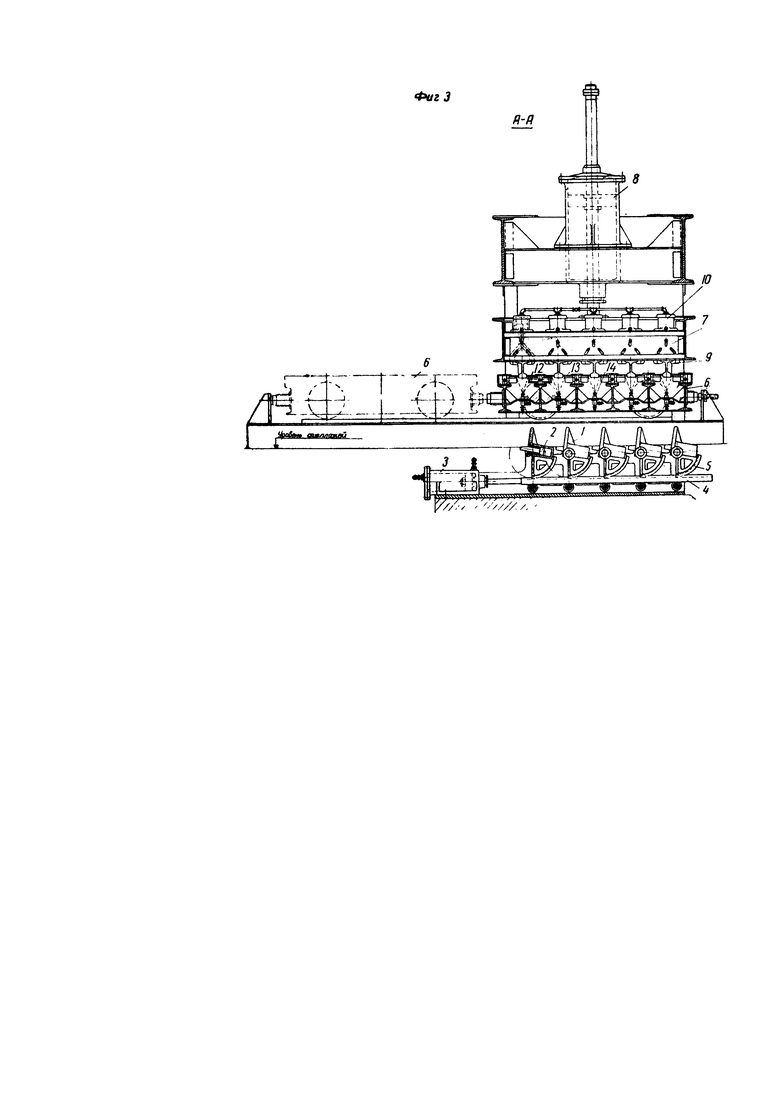
На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - вид установки сверху, слева на чертеже частично видна каретка, подающая форсунки под рельсы; на фиг. 3 - разрез по А-А на фиг. 1 (в увеличенном масштабе).
Рельсы после прокатки и разрезки их в нагретом состоянии подаются шлепперами до упоров кантователей 1, которые выдвигают путем поочередного включения подачи воздуха в цилиндры 2. После этого подают воздух в цилиндры 3, штоки которых снабжены рейками 4, сцепленными с зубчатыми секторами 5. Таким образом, рельсы кантуются на головку. При положении передвижной каретки 6 (показанном на чертеже условно пунктиром) рама 7 опускается с помощью пневматического цилиндра 8 и кантованные рельсы захватываются зажимами 9, приводимыми в действие пневматическими цилиндрами 10. После подъема рамы 7 с захваченными рельсами каретка 6 вдвигается до упора под эту раму, и рама 7 вновь опускается до упоров 11 на раме каретки.
В целях предохранения шейки и подошвы рельсов от воздействия охлаждающей среды, к головкам рельсов с помощью цилиндров 12 подвигаются щитки 13.
Охлаждение головок рельсов осуществляется с помощью водовоздушных форсунок 14, оси которых совпадают с осями рельсов. После охлаждения головок рельсов щитки 13 освобождаются, рама 7 поднимается для удаления каретки 6 в сторону и вновь опускается для укладки рельсов на кантователи освобождением зажимов 9. Затем рельсы кантуются в нужное положение и транспортируются шлепперами из установки.
Последующая партия рельсов сорбитируется аналогичным образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления изделий | 1973 |
|
SU522932A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ПАКЕТ МЕТАЛЛИЧЕСКИХ ЧУШЕК | 2005 |
|
RU2284957C1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2096140C1 |
| КАНТОВАТЕЛЬ РЕЛЬСОВ НА РОЛЬГАНГЕ | 1968 |
|
SU206506A1 |
| Устройство для подачи рулонов стальной ленты к упаковочным машинам | 1981 |
|
SU973420A1 |
| Устройство для укладки в пакет металлических чушек | 1979 |
|
SU863495A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Установка для загрузки и разгрузки туннельной печи | 1982 |
|
SU1060905A1 |
Установка для сорбитизации рельсов с прокатного нагрева, отличающаяся тем, что захват нескольких рельсов осуществляется рамой с системой пневматических зажимов, а охлаждение головок - системой водовоздушных форсунок, оси которых совпадают с осями рельсов.
