о
о со о ел
Изобретение относится к порошковой металлургии, а именно к устройствам для загрузки и выгрузки шихты при ее обжиге в туннельных вагонеточных печах.
Известно устройство для загрузки и выгрузки ту1шельных вагонеточных печей, включающее конвейер н автоматически управляемые манипуляторы
Однако известное устройство не предназначено для загрузки и выгрузки шихты (например ферритовой) при ее обжиге.
Наиболее близкой к изобретению по технической сушности и достигаемому результату является установка для загрузки и разгрузки туннельной печи, включающая загрузочный бункер с питателем,, приемный бункер, манипуляторы подачи съема технологической тары, снабженные захватными головками и смонтированные на приводных тележках, между которыми размещен промежуточный конвейер, и систему автоматического регулирования манипуляторов С23 .
Известное устройство осуществляет подачу кассет с керамическими плитками в обжиговую печь и не может быть использовано для загрузки шихты, например ферритовой, в туннельную вагонеточную печь н выгрузки ее после обжига.
Целью изобретения является расширение технологических возможностей установки.
Указанная цель достигается тем, что установка для загрузки и разгрузки туннельной печи, включающая загрузочный бункер с питателем, приемный бункер, манипуляторы подачи и съема технологической тары, снабженные захватными головками и смонтированные на приводных тележках, между которыми размещен промежуточный конвейер, и систему автоматического управления манипуляторами, снабжена кантователем технологической тары с приводом, подвижной кареткой с откидными подпружиненными упорами и фотозлектрическим датчиком, при этом датчик привода кантователя и каретки сблокированы с системой автоматического управления, а захватные головки последних снабжены контактными механизмами - щупами обнаружения-тары.
Кроме то го,кантователь снабжен вибратором.
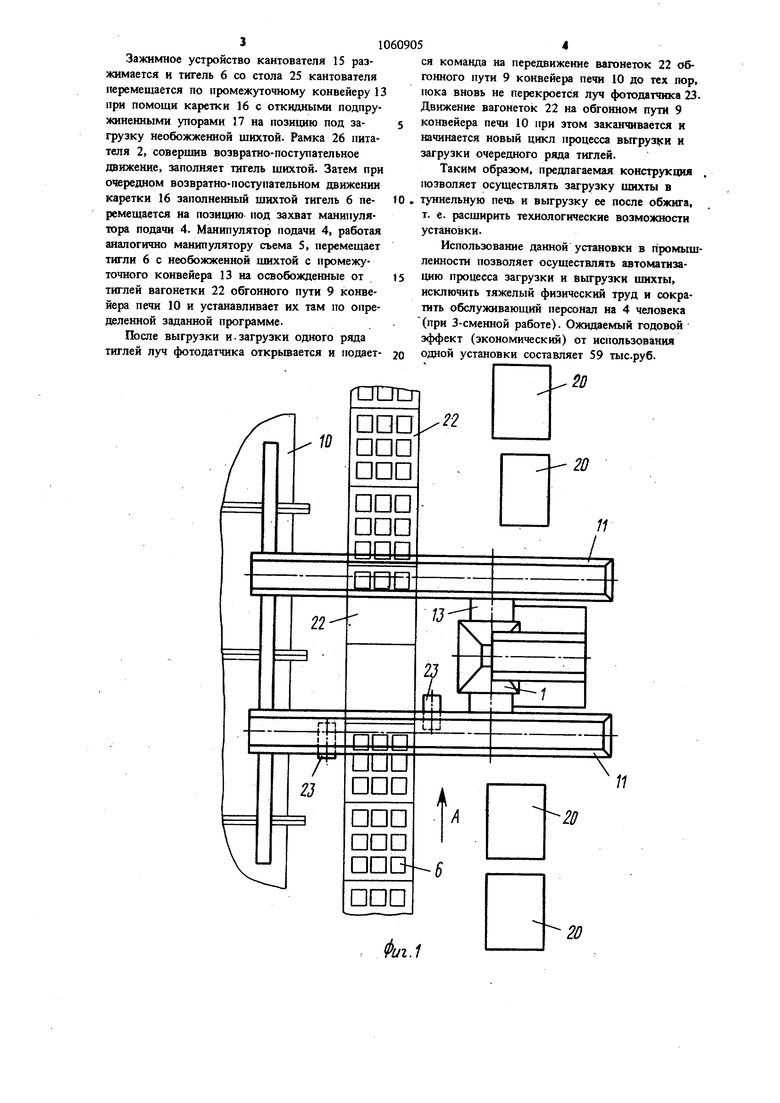
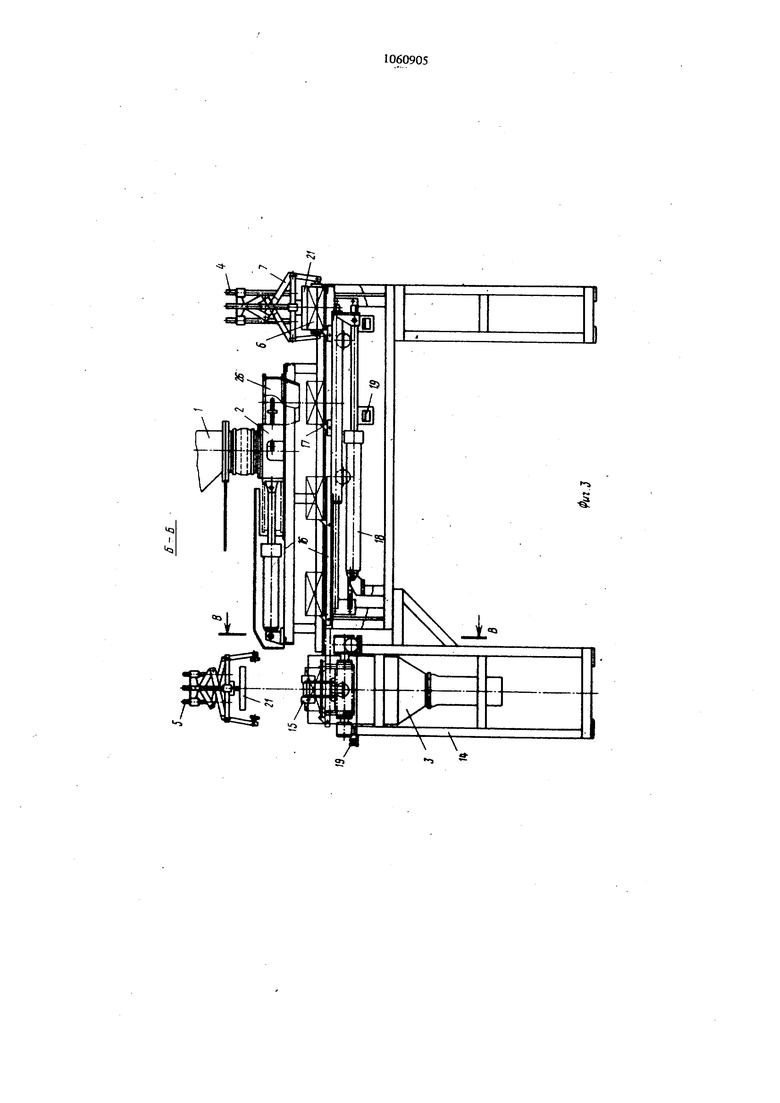
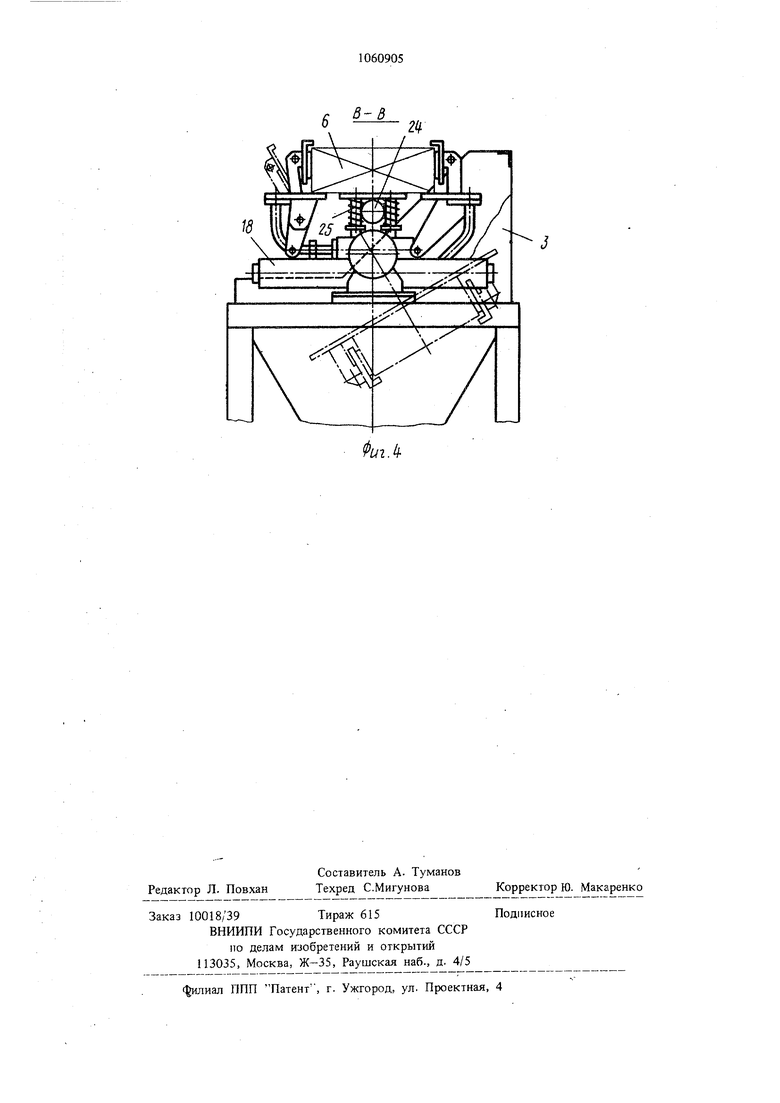
На фиг. 1 изображена установка, общий вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4сечение В-В на фиг. 3.
Установка содержит загрузочный бункер 1 с питателем 2 и приемный бункер 3, манипуляторы подачи 4 и съема 5 технологической тары - тиглей 6 с шихтой. Манипуляторы имеют захватные головки 7 и смонтированы на приводных тележка 8, которые перемещаются перпендикулярно ветви обгонного пути 9 конвейера печи 10 по направляющим 11 рамы 12.
Между направляющими рамы размещен промежуточный конвейер 13, выполненный в виде рамы 14, на которой смонтированы кантователь 15 тиглей н подвижная каретка 16 с откидными и подпружиненными упорами 17. Кантователь и каретка имеют приводы 18, 0 управление которыми сблокировано посредством бесконтактных датчиков 19 с системой 20 автоматического управления работой манипуляторов 4 и 5.
Захватные головки 7 манипуляторов снаб5 жены контактными механизмами - щупами 21 обнаружения тиглей на вагонетках 22 обгонного пути конвейера печр. В зоне перемещения вагонеток 22 установлен фотоэлектрический датчик 23 сигнализащ|и начала работы 0 установки. Кантователь 15 снабжен вибратором 24, смонтированным на подпружиненной части стола 25 кантователя. Питатель 2 имеет рамку 26 для регулирования дозы шихты, поступающей в тигель. 5Установка работает следующим образом.
Тигли 6 с обожженной щихтой, передвигаясь на вагонетках 22 по обгонному пути 9 конвейера печи 10, пересекают луч фотодатчика 23. При этом происходит останов обгон0 ного пути 9 конвейера печи, и захватная головка манипулятора съема 5 опускается на одной из трех по-зшщй над вагонеткой 22 обгонного пути 9 конвейера печи 10. После соприкосновения с тиглем механизма - щупа 21 манипу, лятора съема 5 происходит срабатываиие захвата головки 7 манипулятора съема 5. Контроль окончания захвата производится посредством реле давления, входящего в систему управления 20, и отрегулирован на определенное уси-. д лие зажима. Затем захватная головка 7 с тиглем 6 перемещается сначала вверх, а зетем вдоль направляющих 11, останавливается на ПОЗИЩ1И над кантователем 15 промежуточного конвейера 13. Захватная головка 7 с тиглем 6, C заполненным обожженной шихтой, опускается На стол 25 кантователя 15.
При соприкосновении тигля 6 со столом 25 кантователя 15 происходит разжим захвата головки 7 манипулятора съема 5 и возвращение головки 7 манипулятора съема 5 к вагонетке за последующим тиглем с обожженной ш:ихтой. В это время происходит захват тигля 6 зажимным устройством на столе 25 кантователя 15, поворот стола 25 с тиглем 6 вокруг горизонтальной оси кантователя на 150 с вибрацией подпружиненной части стола 25 канто вателя, затем - возвращение освобожденного от обожженной шихты тигля. 6 в исходное со стояние.
Зажимное устройство кантователя 15 разжимается и тигель 6 со стола 25 кантователя перемещается по промежуточному конвейеру 13 при помощи каретки 16 с откидными подпружиненными упорами 17 на позищ1ю под загрузку необожжениой щихтой. Рамка 26 питателя 2 совершив возвратио-поступательное движение, заполняет тигель шихтой. Затем при очередном возвратно-поступательном движении каретки 16 заполненный шихтой тигель 6 перемещается на позицию- иод захват манипулятора подачи 4. Манипулятор подачи 4, работая аналогичио манипулятору съема 5, перемещает тигли 6 с необожженной шихтой с промежуточного конвейера 13 на освобожденные от тиглей вагонетки 22 обгонного пути 9 конвейера печи 10 и устанавливает их там по определенной заданной программе.
После выгрузки и. загрузки одного ряда тиглей луч фотодатчика открьшается и подается команда на передвижение вагонеток 22 обгонного пути 9 конвейера печи 10 до тех пор, пока вновь не перекроется луч фотодатчика 23 Движение вагонеток 22 на обгонном пути 9 конвейера печи 10 при зтом заканчивается и начинается новый цикл процесса выгрузки и загрузки очередного ряда тиглей.
Таким образом, предлагаемая конструкция 1юзволяет осуществлять загрузку шихты в туннельную печь и выгрузку ее после обжига, т. е. расширить технологические возможности установки.
Использование данной установки в промышленности позволяет осуществлять автоматизацию процесса загрузки и выгрузки шихты, исключить тяжелый физический труд и сократить обслуживающий персонал на 4 человека (при 3-сменной работе). Ожидаемый годовой эффект (экономический) от использования одной установки составляет 59 тыс.руб.
3 фиг.1
Budf
| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная печь для обжига керамических изделий | 1990 |
|
SU1765652A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2461456C1 |
| Туннельная печь для термической обработки | 1987 |
|
SU1497438A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Туннельная печь для термообработки марганец-цинковых ферритов | 1980 |
|
SU934169A1 |

1. УСТАНОВКА ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ТУННЕЛЬНОЙ ПЕЧИ, включающая загрузочный бункер с питателем, приемный бункер, манипуляторы подачи и съема технологической тары, снабженные захватными головками и смонтированные на приводных тележках, между которыми размещен промежуточный конвейер, и систему автоматического управления манипуляторами, отличающаяся тем, что, с целью расширения технологических возможностей установки, она снабжена кантователем технологической тары с приводом, 1ЮДВИЖИОЙ кареткой с откидными юдпружиненными упорами и фотоэлектрическим датчиком, при этом датчик привода кантователя и каретки сблокированы с системой автоматического управления, а захватные головки последних снабжены контактными механизмами-щупами обнаружения тары. 2. Установка noii. Ьотличающаi я с я тем, что кантователь снабжен вибратором. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мухин А | |||
| А., Малюгин А | |||
| А | |||
| Автомат-укладчик огнеупорных изделий | |||
| - Огнеупоры, 1979, № 6, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3571866, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
