Изобретение относится к металлургии, а именно к устройствам для пакетирования чушек из цветных металлов.
Наиболее близким техническим решением является устройство для укладки в пакет металлических чушек, включающее механизм подачи чушек, механизм формирования ряда чушек с кантователем и приемным столом, смонтированную на несущей раме приводную тележку, на которой установлен с возможностью вертикального перемещения от привода захват для сформированного ряда и конвейер-накопитель, приводные выдвижные и позиционные упоры, смонтированные на раме, и подпружиненные поворотные вилки, шарнирно закрепленные одна на раме, а другая - на позиционном упоре, а захват установлен с возможностью поворота вокруг вертикальной оси приемного стола и снабжен упорами, закрепленными на нем с возможностью взаимодействия с подпружиненными вилками, фиксатором, взаимодействующим с упомянутой тележкой (Авторское свидетельство СССР № 863495, М. кл. В 65 G 47/02, 47/28, 57/08, 1979).
Недостатком известного устройства является низкая прочность сформированного пакета.
Задачей предлагаемого изобретения является повышение надежности работы устройства и качества сформированного пакета.
Поставленная задача достигается тем, что в устройстве для укладки в пакет металлических чушек, включающем механизм подачи чушек, механизм формирования ряда чушек с кантователем, приемным столом с тележкой, установленными на опорной раме, механизм формирования пакета в виде захвата с зажимом, установленным с возможностью поворота вокруг вертикальной оси и вертикального перемещения от привода, приводной тележкой, установленной на несущей раме и конвейер-накопитель, новым в устройстве является то, что механизм подачи чушек выполнен в виде цепного конвейера с неподвижным наклонным рольгангом, а кантователь выполнен в виде двух бесштоковых пневмоцилиндров, расположенных симметрично сторонам опорной рамы, сверху первого пневмоцилиндра установлена с возвратной пружиной муфта, на валу которой жестко закреплен упор, сверху второго пневмоцилиндра расположен поворотный пневмоцилиндр с установленным на его валу вспомогательным пневмоцилиндром, на штоке которого жестко закреплен упор, при этом тележка, по краям которой закреплены каретками бесштоковые пневмоцилиндры, расположена под приемным столом и установлена с помощью роликов на направляющих рельсах, жестко закрепленных на опорной раме, по центру под тележкой на опорной раме установлен бесштоковый пневмоцилиндр, соединенный с помощью каретки с основанием тележки, захват снабжен в нижней части двумя горизонтально расположенными пневмоцилиндрами и прижимной пластиной, шарнирно закрепленной с помощью четырех гидравлических амортизаторов на зажиме, причем несущая рама снабжена гидравлическими амортизаторами, установленными симметрично на противоположных ее сторонах.
Механизм подачи чушек в виде цепного конвейера с неподвижным наклонным рольгангом позволяет точно скоординировать чушки в пространстве и обеспечить равномерное скатывание их на приемный стол.
Бесштоковые пневмоцилиндры обеспечивают широкий диапазон бесступенчатого регулирования скорости (при низком давлении рабочей среды (воздуха)). Поворотный пневмоцилиндр обеспечивает плавное торможение в конечных положениях и исключает наличие ударных нагрузок. Пружинная муфта позволяет точно синхронизировать поворот чушек на 180°. Форма упоров повторяет контур края чушки, что позволяет при зажиме плотно входить в контакт с упором.
Многопозиционный бесштоковый пневмоцилиндр обеспечивает точное позиционирование чушки в пяти положениях на приемном столе, достигая при этом точное формирование ряда. Зажим от одного главного пневмоцилиндра позволяет захватывать ряд чушек с двух сторон по горизонтали, а двумя другими пневмоцилиндрами и сверху прижимной пластиной с помощью четырех гидравлических амортизаторов жестко зафиксировать ряд чушек в зажиме по трем координатам, обеспечивая его плотное формирование и получение прочного пакета.
Гидравлические амортизаторы позволяют снизить ударные динамические нагрузки на раму, обеспечить плавное торможение приводной тележки с захватом в конечных положениях и обеспечивать сохранение прочного зафиксированного ряда чушек.
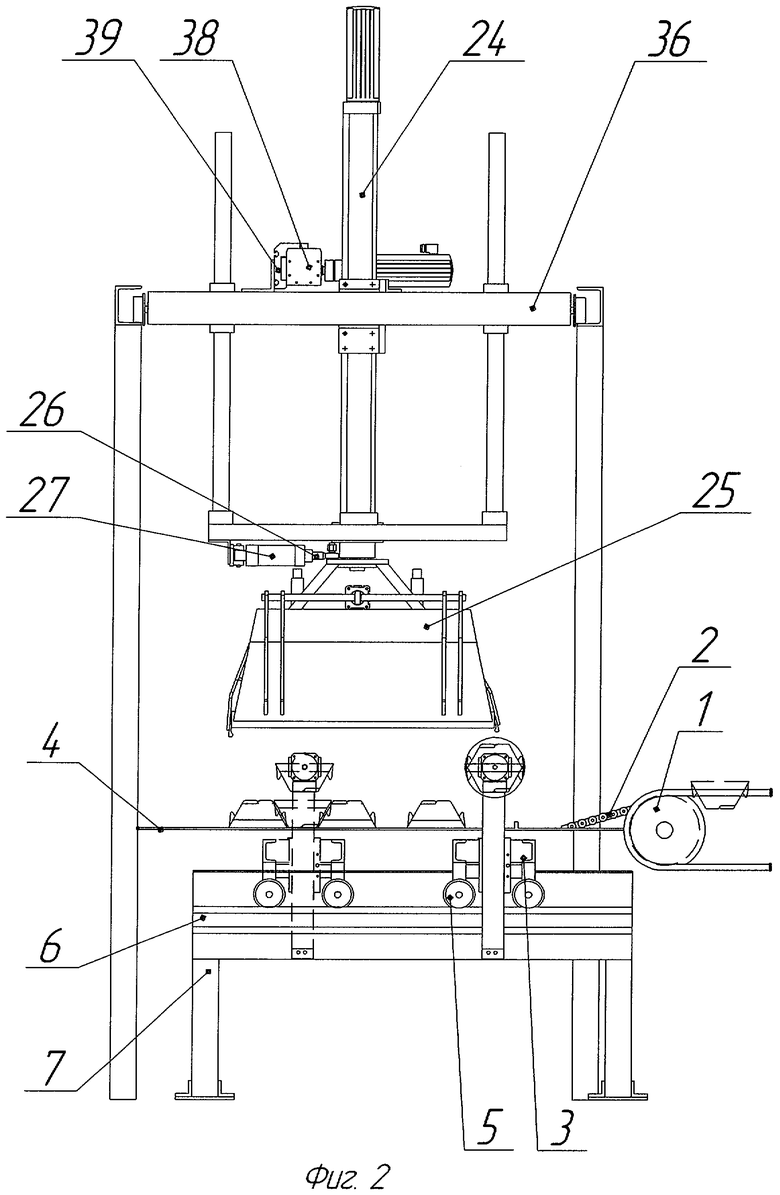
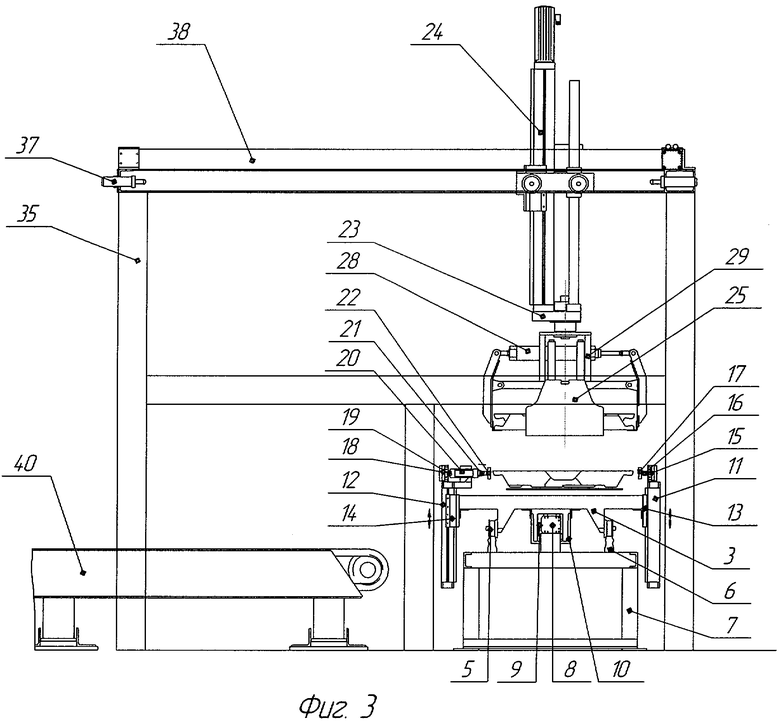
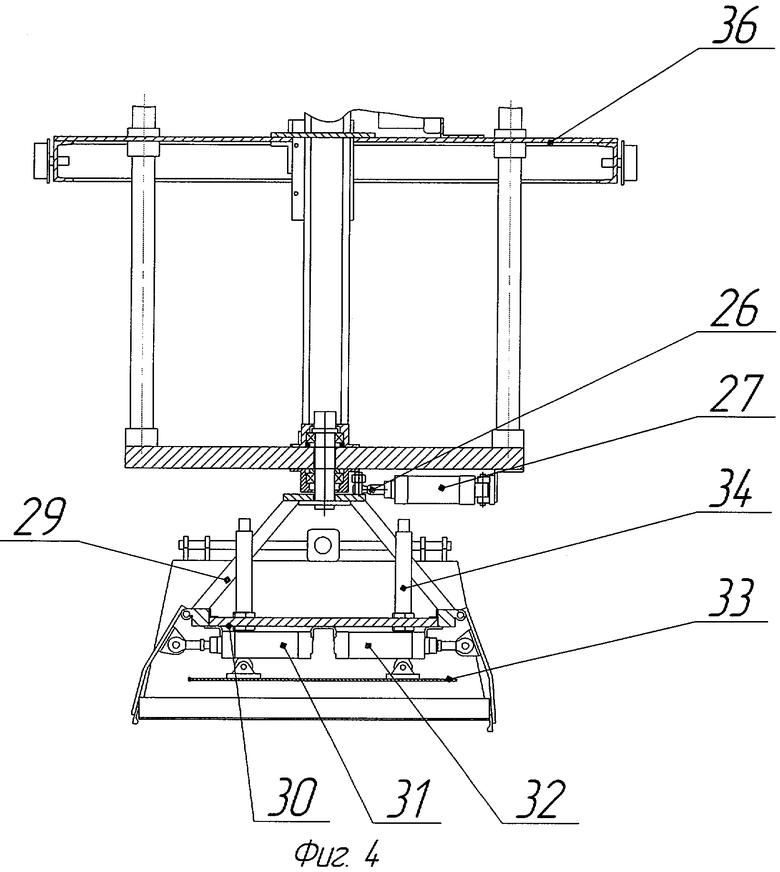
Предлагаемое устройство поясняется чертежами, где на фиг.1 изображен общий вид устройства; на фиг.2 - вид сбоку; на фиг.3 - вид спереди; на фиг.4 - захват устройства.
Устройство для укладки в пакет металлических чушек содержит механизм подачи чушек, выполненный в виде цепного конвейера 1 с неподвижным наклонным рольгангом 2.
Механизм формирования ряда чушек состоит из тележки 3, расположенной под приемным столом 4 и установленной с помощью роликов 5 на направляющих рельсах 6, жестко закрепленных на опорной раме 7. В центре под тележкой 3 на опорной раме 7 установлен многопозиционный бесштоковый пневмоцилиндр 8, соединенный с помощью каретки 9 с основанием 10 тележки 3.
Кантователь выполнен в виде двух бесштоковых пневмоцилиндров 11 и 12, закрепленных каретками 13 и 14 по краям тележки 3 и расположенных симметрично сторонам опорной рамы 7. Сверху первого пневмоцилиндра 11 установлена с возвратной пружиной муфта 15, на валу 16 которой жестко закреплен упор 17, сверху второго пневмоцилиндра 12 расположен поворотный пневмоцилиндр 18 с установленным на его валу 19 вспомогательным пневмоцилиндром 20, на штоке 21 которого жестко закреплен упор 22.
Механизм формирования пакета выполнен в виде захвата 23 с электромеханическим приводом 24 вертикального перемещения, зажимом 25, установленным с возможностью поворота вокруг вертикальной оси с помощью штока 26 пневмоцилиндра 27, жестко закрепленного на захвате 23. Зажим 25 снабжен главным пневмоцилиндром 28, расположенным в верхней части 29 зажима 25, а в его нижней части 30 двумя горизонтально расположенными пневмоцилиндрами 31 и 32 и прижимной пластиной 33, шарнирно закрепленной с помощью четырех гидравлических амортизаторов 34, установленных вертикально на зажиме 25.
Несущая рама 35 снабжена взаимодействующими с приводной тележкой 36 гидравлическими амортизаторами 37, установленными симметрично на противоположных ее сторонах, и электромеханическим приводом 38 с кареткой 39.
Формирование пакета из чушек металла осуществляют на конвейере-накопителе 40.
Устройство работает следующим образом.
В исходном положении захват 23 с помощью электромеханических приводов 24 и 38 вертикального и горизонтального перемещения устанавливается в крайнее верхнее положение над приемным столом 4. Зажим 25 ряда разжат. Тележка 3 находится в крайнем (правом) положении. Бесштоковые пневмоцилиндры 11 и 12 находятся в крайнем нижнем положении.
При попадании чушки на приемный стол 4 шток вспомогательного пневмоцилиндра 18 становится в крайнее правое положение, тем самым зажимая чушку. Бесштоковые пневмоцилиндры 11 и 12 устанавливаются в крайнее верхнее положение. По мере надобности поворотный пневмоцилиндр 18 и пружинная муфта 15, поворачиваясь, кантуют чушки. Каретка 9 бесштокового пневмоцилиндра 8 перемещается, приводя в движение тележку 3. При перемещении тележки 3 чушка при помощи упоров 17 и 22 находится в зажатом состоянии. Положение тележки 3 регулируется с помощью многопозиционного бесштокового пневмоцилиндра 8.
На приемном столе 4 осуществляют формирование ряда чушек, причем захват 23 устанавливают над приемным столом 4 таким образом, чтобы ось его вращения совпадала с вертикальной осью стола 4, а следовательно, и формируемого из чушек металла ряда.
Зажим 25 ряда с помощью главного пневмоцилиндра 28 зажимает продольно сформированный ряд чушек, а двумя горизонтальными пневмоцилиндрами 31 и 32 поперечно. Сверху ряд поджимается прижимной пластиной 32 с помощью четырех гидравлических амортизаторов 34. Электромеханический привод 24 поднимает захват 23, с размещенным на нем зажимом 25 в крайнее верхнее положение.
После того как захват 23 займет крайнее верхнее положение, электромеханический привод 38 перемещает приводную тележку 36 по несущей раме 7 к конвейеру-накопителю 40.
В случае, если поворота ряда чушек на угол 90° не требуется, шток 26 пневмоцилиндра 27 находится в исходном (сжатом) состоянии. Приводная тележка 36 перемещается до двух гидравлических амортизаторов 37.
Если ряд чушек металла должен занять на конвейере-накопителе 40 горизонтальное положение, то оно регулируется с помощью многопозиционного электромеханического привода 24.
После того как приводная тележка 36 доходит до гидравлических амортизаторов 37, электромеханический привод 24 опускает захват 23 с размещенным на нем зажимом 25 ряда на конвейер-накопитель 40.
По мере перемещения захвата 23 вниз шток 26 пневмоцилиндра 27 удерживает зажим 25 от возможности поворота вокруг вертикальной оси в первоначальном положении.
В случае, если требуется развернуть ряд чушек металла на угол 90°, то это осуществляется посредством поворотной части захвата 23 с помощью пневмоцилиндра 27. Перед началом перемещения приводной тележки 36 пневмоцилиндр 27 выдвигает шток 26 и происходит поворот по часовой стрелке.
По окончании опускания захвата 23 два горизонтально расположенных пневмоцилиндра 31 и 32 зажима 25 освобождают ряд чушек металла поперечно, а главный пневмоцилиндр 28 продольно, оставляя его на конвейере-накопителе 40 в требуемом положении, причем прижимная пластина 33 плотно фиксирует ряд на пакете.
Электромеханический привод 24 поднимает захват 23, после того как захват 23 займет крайнее верхнее положение, электромеханический привод 38 перемещает приводную тележку 36 и захват 23 к приемному столу 4.
Если механизм зажима 25 захвата 23 развернут на угол 90°, то пневмоцилиндр 27 захвата 23 своим штоком 26 возвращает зажим 25 в исходное положение и захват 23 с зажимом 25 вновь возвращается в крайнее правое положение над приемным столом 4.
Цикл повторяется.
Для поддержания определенного порядка укладки пакета, при котором каждый четный ряд чушек в пакете укладывается зеркально относительно предыдущего четного ряда, а каждый нечетный - зеркально относительно предыдущего нечетного, кантователь по мере надобности либо кантует, либо не кантует первую чушку каждого ряда, остальные чушки в ряду кантуются через одну.
Технический результат предлагаемого изобретения заключается в том, что на 25-30% повышается прочность сформированного пакета за счет того, что на движущемся захвате расположены два электромеханических привода: привод подъема захвата и привод горизонтального перемещения приводной тележки, а также наличия на зажиме двух дополнительных пневмоцилиндров и четырех гидравлических амортизаторов, позволяющих точно и жестко фиксировать ряд чушек и собирать прочный пакет. Таким образом, устройство для укладки в пакеты металлических чушек обеспечивает требуемый сложный порядок укладки, которую осуществляют непосредственно на конвейере-накопителе, что позволяет увеличить скорость работы устройства и на 10-15% повысить производительность, а также уменьшить габариты устройства и занимаемую им производственную площадь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки в пакет металлических чушек | 1979 |
|
SU863495A1 |
| Устройство для укладки в пакет металлических чушек | 1974 |
|
SU611835A2 |
| Устройство для укладки в пакет металлических чушек | 1974 |
|
SU611834A2 |
| Устройство для укладки в пакет металлических чушек | 1972 |
|
SU521202A1 |
| Укладчик чушек | 1979 |
|
SU850275A1 |
| Устройство для укладки в пакет чушек | 1989 |
|
SU1671581A1 |
| Устройство для укладки в пакет металлических чушек | 1983 |
|
SU1162715A1 |
| ЧУШКОУКЛАДЧИК | 1972 |
|
SU430942A1 |
| Устройство для укладки в пакет металлических чушек | 1982 |
|
SU1066922A1 |
| Устройство для укладки в пакет металлических чушек | 1974 |
|
SU612874A2 |
Изобретение относится к металлургии, а именно к устройствам для пакетирования чушек из цветных металлов. Устройство для укладки в пакет металлических чушек содержит механизм подачи чушек, механизм формирования ряда чушек с кантователем, приемным столом и тележкой, установленными на опорной раме, механизм формирования пакета в виде захвата с зажимом, установленным с возможностью поворота вокруг вертикальной оси и вертикального перемещения от привода, приводной тележкой, установленной на несущей раме, и конвейер-накопитель. Механизм подачи чушек выполнен в виде цепного конвейера с неподвижным наклонным рольгангом. Кантователь выполнен в виде двух бесштоковых пневмоцилиндров, расположенных симметрично сторонам опорной рамы. Сверху первого пневмоцилиндра установлена с возвратной пружиной муфта, на валу которой жестко закреплен упор. Сверху второго пневмоцилиндра расположен поворотный пневмоцилиндр с установленным на его валу вспомогательным пневмоцилиндром, на штоке которого жестко закреплен упор. Тележка, по краям которой закреплены каретками упомянутые бесштоковые пневмоцилиндры, расположена под приемным столом и установлена с помощью роликов на направляющих рельсах, жестко закрепленных на опорной раме. По центру под тележкой на опорной раме установлен бесштоковый пневмоцилиндр, соединенный с помощью каретки с основанием тележки. Захват снабжен в нижней части двумя горизонтально расположенными пневмоцилиндрами и прижимной пластиной, шарнирно закрепленной с помощью четырех гидравлических амортизаторов на зажиме. Несущая рама снабжена гидравлическими амортизаторами, установленными симметрично на противоположных ее сторонах. В результате повышается надежность работы устройства и качество сформированного пакета. 4 ил.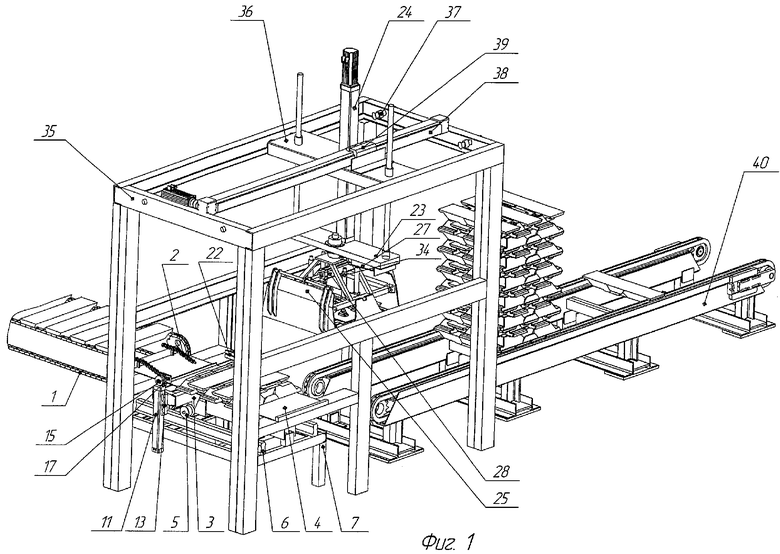
Устройство для укладки в пакет металлических чушек, содержащее механизм подачи чушек, механизм формирования ряда чушек с кантователем, приемным столом и тележкой, установленными на опорной раме, механизм формирования пакета в виде захвата с зажимом, установленным с возможностью поворота вокруг вертикальной оси и вертикального перемещения от привода, приводной тележкой, установленной на несущей раме, и конвейер-накопитель, отличающееся тем, что механизм подачи чушек выполнен в виде цепного конвейера с неподвижным наклонным рольгангом, а кантователь выполнен в виде двух бесштоковых пневмоцилиндров, расположенных симметрично сторон опорной рамы, сверху первого пневмоцилиндра установлена с возвратной пружиной муфта, на валу которой жестко закреплен упор, сверху второго пневмоцилиндра расположен поворотный пневмоцилиндр с установленным на его валу вспомогательным пневмоцилиндром, на штоке которого жестко закреплен упор, при этом тележка, по краям которой закреплены каретками упомянутые бесштоковые пневмоцилиндры, расположена под приемным столом и установлена с помощью роликов на направляющих рельсах, жестко закрепленных на опорной раме, по центру под тележкой на опорной раме установлен бесштоковый пневмоцилиндр, соединенный с помощью каретки с основанием тележки, захват снабжен в нижней части двумя горизонтально расположенными пневмоцилиндрами и прижимной пластиной, шарнирно закрепленной с помощью четырех гидравлических амортизаторов на зажиме, причем несущая рама снабжена гидравлическими амортизаторами, установленными симметрично на противоположных ее сторонах.
| Устройство для укладки в пакет металлических чушек | 1979 |
|
SU863495A1 |
| RU 2001862 C1, 30.10.1993 | |||
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ШТАБЕЛЬ МЕТАЛЛИЧЕСКИХ ЧУШЕК | 0 |
|
SU144773A1 |
| Волновой привод | 1988 |
|
SU1580088A1 |

