Изобретение относится к области сварки, а частности к способам сварки плавления стыков, выполненных наклонно к поверхности деталей, и может быть использовано при изготовлении сварных конструкций предпочтительно из материалов, склонных к горячим трещинам в различных отраслях машиностроения.
Известен способ сварки, при котором осуществляют сварку плавлением с приложением давления.
Давление к деталям прикладывают со стороны наружной боковой грани детали в зоне кратера сварочной ванны. Сжимающее давление препятствует образованию горячих трещин в картере.
Недостатком способа является то, что он распространяется на сварку пластин ограниченной ширины. При увеличении ширины из-за удаленности точки приложения силы от границы сварочной ванны эффективность способа падает.
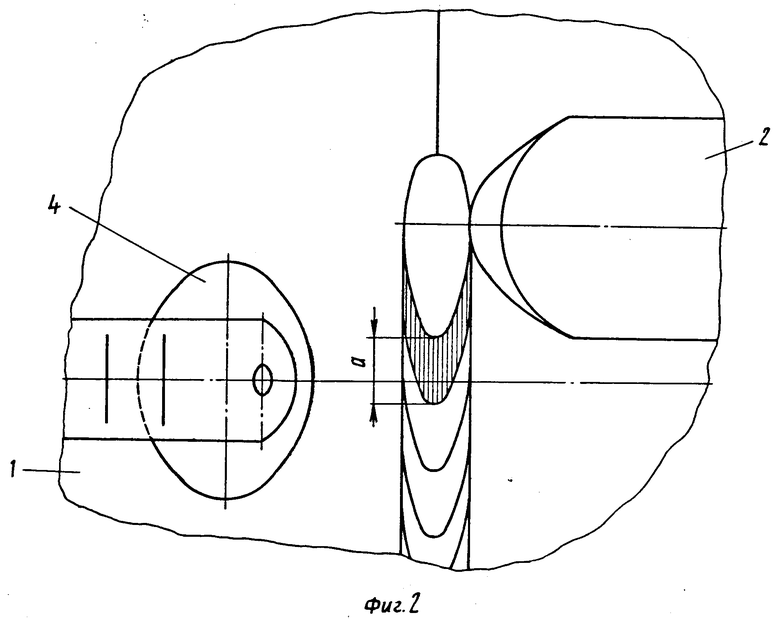
Известен также способ сварки плавлением стыков, выполненных наклонно к поверхности деталей, наиболее близкий к данному изобретению по технической сущности, при котором сварку осуществляют концентрированным источником тепла, расположенным в плоскости наклонного стыка с одновременным деформированием, путем приложения давления к сварочной ванне.
Однако при сварке и сдавливании образцов из сплавов склонных к горячим трещинам, когда давление прикладывают напротив центра сварочной ванны, или смещают в сторону хвостовой части ванны, избежать горячих трещин часто не удается, что снижает качество сварки. Если прикладывать давление к головной части ванны, то трещинообразование возрастает.
Целью данного изобретения является повышение качества сварки материалов, склонных к образованию горячих трещин.
Для этого в способе сварки плавлением стыков, выполненных наклонно к поверхности деталей, при котором сварку осуществляют концентрированным источником тепла, расположенным в плоскости наклонного стыка с одновременным деформированием путем приложения давления к сварочной ванне, давление прикладывают к хвостовой части сварочной ванны, находящейся в зоне температурного интервала хрупкости, и деформирование осуществляют на величину 0,1-0,2 от ширины.
Если увеличить давление и вызвать большую деформацию, чем 0,1-0,2 от ширины шва, то поверхность шва будет отличаться от рекомендованной технической документацией. Будут иметь место отклонения геометрических заданных размеров шва. Может увеличиться усиление шва по высоте, или возрасти проплав со стороны корня шва, поверхность шва не будет гладкой.
Изменение размеров шва и их отклонение от общепринятых норм нельзя считать целесообразным. Поэтому деформация сдавливания 0,1-0,2 от ширины шва наиболее оптимальна.
Уменьшение же величины деформации не обеспечивает ликвидации трещин.
П р и м е р. Сваривали образцы из жаропрочного сплава ЭИ-437Б, склонного к горячему растрескиванию. Образцы изготавливались со скосом кромок 45о. Толщина образцов 3,0 мм. Режим сварки сжатой дугой. Сила тока 190-200 А. Напряжение 20-25 В. Расход плазмообразующего газа 0,1-1,5 л/мин. Режим обеспечивал получение сварного шва шириной 2-2,5 мм.
Кроме того, к деталям прикладывалось усилие через ролики 100-150 кГс, которое деформировало шов на величину 0,2-0,5 мм.
Внешним осмотром было установлено, что при сварке по базовому варианту без приложения давления имели место трещины. При приложении сжимающего усилия к участку, примыкающему к хвостовой части ванны, находящемуся в зоне температурного интервала хрупкости, трещин не образовалась.
Таким образом, сварка плавлением по данному способу позволяет уменьшить трещинообразование и повысить работоспособность конструкции, снизить трудоемкость за счет сокращения операций по исправлению брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ сварки плавлением | 1979 |
|
SU863235A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1484532A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Способ регулирования сварочногопРОцЕССА | 1979 |
|
SU841837A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| Способ выбора присадочного материаладля СВАРКи | 1979 |
|
SU841834A1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |

СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВ, ВЫПОЛНЕННЫХ НАКЛОННО К ПОВЕРХНОСТИ ДЕТАЛЕЙ, при котором сварку осуществляют концентрированным источником тепла, расположенным в плоскости наклонного стыка с одновременным деформированием, путем приложения давления к сварочной ванне, отличающийся тем, что, с целью повышения качества сварки материалов, склонных к образованию горячих трещин, давление прикладывают к хвостовой части сварочной ванны, находящейся в зоне температурного интервала хрупкости, и деформирование осуществляют на величину 0,1 - 0,2 ширины сварного шва.
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
